
 Offerte aanvragen
Offerte aanvragen  Inloggen
Inloggen 
Energie-efficiënt spuitgieten: waar begin je?
Toekomstbestendig produceren betekent vandaag de dag niet meer alleen circulair denken, maar ook efficiënt omgaan met energie. Met de huidige energieprijzen in Nederland is energiereductie een bepalende factor geworden voor je concurrentiepositie.
Wij geloven dat ieder spuitgietbedrijf energie kan besparen binnen het bestaande proces. Zonder, maar ook met energiezuinige apparatuur.
In dit kennisblog nemen we je mee in wat jij vandaag al kunt doen om energiezuinig te produceren. Je ontdekt aan welke knoppen je figuurlijk én letterlijk kunt draaien om energie-efficiënt te spuitgieten.
Is een nieuwe machine de oplossing?
Wanneer energie besparen ter sprake komt, wordt vaak als eerste gekeken naar het machinepark. Moderne hydraulische, elektrische,en hydride spuitgietmachines zijn energiezuiniger dan oudere hydraulische uitvoeringen. Maar met apparatuur alleen is de energiebesparing nog niet volledig benut.
Ook met moderne machines blijft het proces bepalend. Zo kan er energiebesparing behaald worden door slimmere matrijskoeling en temperering, door het gebruik van variabele doorstromingen en temperatuurverschil (delta T) regelingen.
Daarnaast is een investering in een nieuw machinepark niet altijd direct mogelijk. In beide gevallen is het waardevol om te onderzoeken wat er binnen het bestaande proces aan energie verbruikt wordt én waar de besparingsruimte zit.
Frisse blik op bestaande processen
Vakmanschap vormt de basis van elk kunststofbedrijf. Processen zijn zorgvuldig ingericht en instellingen geven stabiliteit. Engineers begrijpen hoe machine, matrijs en materiaal elkaar beïnvloeden. Operators weten precies op welke knoppen ze moeten drukken.
Juist daarom is het interessant om het bestaande proces opnieuw te bekijken. Niet omdat instellingen verkeerd staan, maar omdat de omstandigheden veranderd zijn. Energie weegt vandaag zwaarder mee in de kostprijs dan een paar jaar geleden. Dat vraagt om een nieuwe blik op al gemaakte keuzes.
Dat betekent niet dat alles anders moet, maar wel dat het verstandig is om bewust te onderzoeken waar de besparingsruimte zit. Denk daarbij aan aanpassingen van bijvoorbeeld cilindertemperaturen, matrijs temperaturen of sluitkracht reductie. Daarbij is het uitgangspunt dat de cyclustijd wel gelijk blijft, of zelfs wordt gereduceerd. Langere productieruns kosten immers ook meer energie.
Wat kun je in het spuitgietproces beïnvloeden?
Een deel van het energieverbruik hoort bij spuitgieten. Het materiaal moet worden gesmolten, onder druk in de matrijs worden gebracht en gecontroleerd worden gekoeld. Dat is inherent aan het proces .
Maar binnen dat vaste kader maak je continu keuzes, bijvoorbeeld over:
- verwerkingstemperatuur van het materiaal
- Matrijstemperatuur
- injectie snelheid
- schroefsnelheid
- sluitkracht
- instellingen van randapparatuur
En juist in die keuzes zit de bewegingsruimte.
Speel met de marges
Veel materialen hebben een aanbevolen verwerkingstemperatuur. In de praktijk wordt vaak gekozen voor de hogere kant van dat bereik. Dat geeft zekerheid: een goede vloei dus makkelijker vullen.
Maar stel jezelf eens de vraag: is die hogere temperatuur noodzakelijk voor dit specifieke product? Of kan dezelfde kwaliteit ook bereikt worden met een lagere temperatuur?
Hetzelfde geldt voor de parameter sluitkracht. Ook die wordt tijdens het opbouwen van een proces vaak ingesteld met een comfortabele marge om stabiliteit te waarborgen en bijvoorbeeld vliesvorming tegen te gaan. Maar het opbouwen van sluitkracht kost energie, kan die sluitkracht misschien omlaag? Hoe moet je een proef starten om te kijken wat de optimale sluitkracht is?
Maak energieverbruik meetbaar
Wil je energiezuiniger spuitgieten, dan moet je eerst weten hoe jouw verbruiksprofiel eruitziet. Een energiedashboard maakt inzichtelijk wat een machine daadwerkelijk verbruikt. Moderne spuitgietmachines geven hier soms al inzicht in, maar als daar niet naar wordt gekeken wordt er ook niks bespaard. Daarmee kun je gerichter analyseren waar het reductiepotentieel zit.
Beantwoord hiermee vragen als:
- Wat verbruiken mijn machines bij de huidige instellingen?
- Wat gebeurt er met het kWh-verbruik (bijvoorbeeld per product) als de verwerkingstemperatuur wordt aangepast?
- Wat is het effect van een hogere schroefsnelheid?
- Verandert het energieprofiel wanneer de matrijstemperatuur anders wordt ingesteld?
Denk naast de spuitgietmachine zelf ook aan alle aanverwante systemen waar energie wordt verbruikt. Een machine kan efficiënt lijken te draaien, terwijl een groot deel van het energieverbruik voortkomt uit randapparatuur, momenten van stilstand of ineffeciente centrale koelsystemen. Door energieverbruik te koppelen aan procesdata ontstaat een completer beeld. Pas dan wordt energiereductie concreet en meetbaar.
Ontdek zelf de mogelijkheden van energiezuinig spuitgieten
Ben je benieuwd hoe groot het reductiepotentieel in jouw spuitgietproces is? Op 9 april laten we tijdens het Kunststof Seminar: Toekomstbestendig Produceren een praktijkcasus zien waarin we de effecten van verschillende energiebesparende maatregelen inzichtelijk maken. Je ziet daar concreet wat het betekent om parameters systematisch te onderzoeken en energieverbruik meetbaar te maken.
Wil je daarna zelf aan de slag?
Volg dan de aansluitende Masterclass Energie-efficiënt Spuitgieten op 7 mei en ga actief werken aan je eigen energiereductie. In een gecontroleerde testomgeving onderzoek je samen met andere professionals de balans tussen kwaliteit, kosten en energieverbruik. Je leert hoe je:
- machine en matrijs optimaal op elkaar afstemt
- grondstofkeuzes relateert aan energie-input
- randapparatuur kritisch beoordeelt
- procesparameters finetunet voor maximale energie-efficiëntie
Ga voor meer informatie en aanmelden naar deze pagina.
Werken met recyclaat is spannend: je draagt bij aan een circulaire economie, maar het materiaal is soms onvoorspelbaar. De samenstelling kan variëren en vervuiling kan de verwerkbaarheid of product kwaliteit beïnvloeden. Met de juiste analyses en testen krijg je feiten op tafel, zodat je zeker weet dat jouw product de beoogde prestaties haalt.
Vijf veelgebruikte analyses en wat ze je vertellen
1. Trekproef – ISO 527

Het doel van een trekproef is het vergelijken van de flexibiliteit, stijfheid en sterkte van recyclaat ten opzichte van virgin kunststof. Tijdens deze testmethode wordt een trekstaaf langzaam uit elkaar getrokken tot hij breekt.
Hiermee leer je:
- Treksterkte (hoeveel kracht nodig is om te breken)
- Rek bij breuk (hoe ver het materiaal kan rekken)
- E-modulus (hoe stijf het materiaal is)
Praktisch voorbeeld: Je wil inzichtelijk krijgen hoe stijf een shampoo fles van recyclaat moet zijn om hem comfortabel en goed leeg te krijgen.
2. Impact sterkte – ISO 179 (Charpy impact test)
Het doel van deze proef is het bepalen hoe goed het materiaal schokken kan absorberen door middel van taaiheid, brosheid en slagvastheid. Tijdens deze testmethode slaat een slingerhamer tegen een trekstaaf en wordt er gemeten hoeveel energie het materiaal absorbeert.
Hiermee leer je:
- Breukgedrag: is het bros of taai?
Praktisch voorbeeld: Je maakt kratten van recyclaat en wilt zeker weten dat ze tegen een stootje kunnen tijdens transport.
3. DSC – Differential Scanning Calorimetry
Het doel van deze methode Inzicht krijgen in vervuiling, smeltgedrag en kristalliniteit van het materiaal.
Hoe werkt het: Het materiaal wordt gecontroleerd, verwarmd en gekoeld, terwijl warmteopname en afgifte worden gemeten.
Wat je leert:
– Smelttemperatuur (voor optimale verwerking tijdens bijvoorbeeld spuitgieten en blaasvormen)
– Kristalliniteit (voor optimaliseren van verwerkingsparameters en vergelijking tussen recyclaat en virgin materialen)
– Aanwezigheid van contaminanten met ander smeltpunt (Voor zuiverheid analyse voor grondstofkeuring)
Praktisch voorbeeld: Je vermoedt dat jouw PP-recyclaat vervuild is met PE. DSC laat een extra smeltpiek zien en bevestigd 5% PE.
Lees meer over vervuiling in deze blog: Verontreinigd kunststof recyclaat meten, hoe doe je dat? – Polymer Science Park
Tip: Laat testen uitvoeren bij een kennisinstituut. Vaak kunnen zij ook helpen met interpretatie en advies over procesaanpassingen.
4. FTIR – Fourier Transform Infrared Spectroscopy
Doel: Identificeren welke polymeren en verontreinigingen aanwezig zijn.
Hoe werkt het: Infrarood licht wordt door het materiaal gestuurd waardoor chemische bindingen van het materiaal een unieke ‘vingerafdruk’ laat zien.
Wat je leert:
– Bevestigen of het materiaal echt is wat je denkt (bijvoorbeeld PP, PET)
– Opsporen van menging of contaminatie
– Detectie van additieven
– Detectie van veroudering
Praktisch voorbeeld: Een geleverde batch ‘100% PP’ recyclaat blijkt sporen van PET te bevatten.Hiermee loop je risico op slechte hechting en brosheid.
5. MFI – Melt Flow Index
Doel: Bepalen of de viscositeit/vloeigedrag van recyclaat afwijkt.
Hoe werkt het: Een gestandaardiseerde hoeveelheid materiaal wordt onder druk en temperatuur door een nauwe opening geperst. De hoeveelheid die in 10 minuten uitvloeit (in gram) is de MFI-waarde.
Wat je leert:
– Inzicht in verwerkbaarheid voor het spuitgieten of extrusie
– Vergelijking tussen virgin en gerecycled materiaal
– Beoordeling van batchconsistentie
Praktisch voorbeeld: Met recyclaat krijgen we geen goed gevuld product doordat het vloeigedrag tijdens spuitgieten afwijkt.
Lees meer over afwijken vloeigedrag in deze blog: Afwijkend vloeigedrag van recyclaat: In kaart brengen en mee leren werken – Polymer Science Park
Waarom testen waardevol is voor iedereen die met recyclaat werkt
Zelfs als je geen lab expert bent, geven deze testen je:
– Objectieve data voor materiaalkeuze zodat je minder verrassingen tegenkomt
– Tastbaar bewijs van de kwaliteit maakt het eenvoudiger om klanten te laten kiezen voor circulaire kunststoffen.- Je kunt productiefouten sneller opsporen en oplossen.
Tip: Laat testen uitvoeren met subsidie
Om het gebruik van recyclaat te stimuleren, heeft het Ministerie van Infrastructuur en Waterstaat de ‘Tijdelijke subsidieregeling omschakeling naar verwerking circulaire plastics’ ter beschikking gesteld. Met deze subsidie krijg je 75% van de onderzoekskosten vergoed voor het uit (laten) voeren van productietesten en verbonden activiteiten, waaronder het selecteren en analyseren van het beoogde recyclaat. Er is per bedrijf tot € 25.000,- subsidie beschikbaar! De aanvraag is tot 3 oktober 2025 open. Op is op, dus stuur nog snel jouw aanvraag in. Lees meer over deze subsidie. SOPV-subsidie: Versnel jouw omschakeling naar circulaire plastics – Polymer Science Park
Kortom: Testen is geen luxe, maar een verzekeringspolis voor de kwaliteit van jouw producten uit recyclaat. Hoe beter je weet wat erin zit en hoe het zich gedraagt, hoe sterker je staat in de markt. Leer jouw recyclaat kennen en vraag nu een vrijblijvende offerte aan.
In de komende jaren wordt naar verwachting het gebruik van gerecyclede en biogebaseerde plastics ter vervanging van fossiele grondstoffen gestimuleerd. De tijd om voor te sorteren is dus nu! Verwerk jij fossiele plastics tot (deel)producten voor de Nederlandse markt? Ontdek dan hoe je met behulp van de vernieuwde SOPV-subsidie jouw bedrijf klaarstoomt voor de toekomst.
Wat wordt er gesubsidieerd?
- Productietesten met gerecycled en/of biogebaseerd plastic.
- Inkoop van expertise of advies bijvoorbeeld materiaalkundige ondersteuning.
- Kosten van externe testen bijvoorbeeld laboratoriumproeven.
- Deskundig onderzoek bijvoorbeeld deskstudies.
- Aanpassingen aan apparatuur of matrijzen.
75% van de kosten worden vergoed, tot maximaal € 25.000 per aanvrager.
Waarom nu testen?
Met productietesten ontdek je hoe circulaire plastics invloed hebben op je proces en productkwaliteit. Denk aan aspecten zoals:
- Treksterkte en impactweerstand
- Verwerkbaarheid (vloeigedrag, geur, kleur en krimp)
- Noodzakelijke aanpassingen in machine-instellingen
Door nu te testen, verklein je de risico’s, optimaliseer je je proces en voldoe je straks volledig aan de nieuwe eisen.
Zo pak je een productietest aan
- Voorbereiding: Selecteer geschikte circulaire grondstoffen en voer basistesten uit (bijvoorbeeld mechanische eigenschappen en vervuiling).
- Labproef: Test op kleine schaal verschillende mengverhoudingen (bijvoorbeeld 15%, 30%, 50%) om proces- en productimpact te beoordelen.
- Productieschaal: Voer een proef uit op je eigen machines om praktijkresultaten te valideren.
Zelf testen of uitbesteden?
Voorkom minder verstoring van je productie door het uitbesteden van de tests. Daarnaast heb je meer controle en ontvang je een gedegen testrapport.
Hulp nodig?
Onze experts denken graag met je mee! Of je nu ondersteuning zoekt bij het opzetten van een test, behoefte hebt aan materiaalanalyse, of begeleiding wilt bij de subsidieaanvraag — wij staan klaar. Neem vrijblijvend contact met ons op of vraag direct een offerte aan om te starten.
Grijp deze kans en zet nu de stap naar circulair succes!
Meer informatie over de regeling vind je op rvo.nl/sopv.
De kunststofindustrie is een sector in ontwikkeling waarin precisie, efficiëntie en kwaliteit centraal staan. Spuitgieten is een complex proces met veel variabelen. Voor operators die dit proces beter willen begrijpen en sneller hun vaardigheden willen ontwikkelen, zijn de cursussen Spuitgieten 1 & 2 een waardevolle investering. Maar wat is precies het verschil tussen deze twee cursussen, en waarom zou een operator ze volgen?
Spuitgieten 1: De basis van het vak
De cursus Spuitgieten 1 is bedoeld voor beginnende operators of medewerkers die te maken hebben met spuitgieten en zich willen verdiepen in het spuitgietproces. Hierin komen de volgende onderwerpen aan bod:
- Functie en werking van de spuitgietmachine en matrijs
- Eigenschappen van kunststoffen en het effect op het proces
- Basisprincipes van het spuitgietproces
- Opstarten van de machine en monitoren van een proces
- Omstellen van een spuitgietmachine
- Herkennen van veelvoorkomende fouten en basisoplossingen
Met deze cursus krijgen operators een solide basis om veilig en efficiënt te werken met spuitgietmachines. Ze bouwen praktijkervaring op en leren hoe ze bestaande spuitgietprocessen kunnen controleren en eenvoudige problemen kunnen oplossen (met minder materiaalverlies en machinestoring tot gevolg).
Spuitgieten 2: Verdieping en proces opbouwen
De cursus Spuitgieten 2 is bedoeld voor operators en machinestellers die al ervaring hebben met spuitgieten en hun kennis willen uitbreiden. Tijdens deze cursus wordt er dieper ingegaan op:
- Het controleren van je apparatuur, gereedschap en grondstof
- Verdieping in de samenhang van procesvariabelen
- Opzetten en instellen van een spuitgietproces
- Instellen van bewakingen en proces monitoring
- Het oplossen van spuitgietfouten
- Eenvoudige berekeningen
Met deze cursus wordt een bredere basis voor doorgroei of meer verantwoordelijkheid gelegd. De operator krijgt kennis en hulpmiddelen om op een gestructureerde manier een spuitgietproces op te bouwen voor nieuwe matrijzen en grondstof combinaties.
Waarom zou een operator deze cursussen volgen?
- Productkwaliteit: Een operator die het spuitgietproces begrijpt kan defecten voorkomen en zorgt voor een stabiele productkwaliteit. Daarnaast zorgt een gestructureerde proces opbouw voor een zo groot mogelijk proces venster.
- Efficiënter werken: Door beter inzicht in het proces kan er met minder materiaalverlies en stilstand geproduceerd worden.
- Loopbaanontwikkeling: Operators met gespecialiseerde kennis zijn beter gemotiveerd, nemen meer verantwoordelijkheid en kunnen meedenken in verbetering.
- Kostenbesparing: Minder fouten, minder verspilling en minder stilstand zorgen voor lagere productiekosten.
Conclusie
Of de operator nu net begint in de kunststofindustrie of al jaren ervaring heeft, een cursus Spuitgieten 1 of Spuitgieten 2 is een slimme keuze. Door deze trainingen te volgen, kunnen operators niet alleen hun eigen vaardigheden verbeteren, maar dragen ze ook bij aan een efficiëntere en duurzamere productie. Investeren in kennis is investeren in de toekomst!
Meer informatie over de cursussen Spuitgieten 1 & 2 vind je op de website van Stodt. Neem vrijblijvend contact op met Peter van Barneveld als je meer wil weten over de trainingen die door en bij Polymer Science Park gegeven worden.
Kunststof is een heel normaal onderdeel geworden van onze maatschappij. Het wordt voor van alles en nog wat gebruikt. Eigenlijk net zoals vroeger lood en zink: beschikbare materialen waar je alles mee kunt doen en maken. Kunststof heeft ook veel voordelen boven andere materialen: het is licht van gewicht, gaat niet snel kapot als je het laat vallen en het kost niet veel om te maken. Ook als verpakkingsmateriaal is het heel geschikt. Maar zoals bij alles: naast voordelen zijn er ook nadelen. Kunnen we die nadelen verkleinen door het gebruik van biologisch afbreekbare kunststoffen?

Als we het gebruik van glas met kunststof in de verpakkingsindustrie vergelijken, zien we dat het nadeel van glas ten opzichte van kunststof is dat het zwaarder en kwetsbaarder is dan kunststof in het dagelijks gebruik. Daar staat als voordeel tegenover dat glas geen milieuschade oplevert (behalve als je er met je blote voeten in trapt) omdat het in de natuur in de loop van tijd wordt afgebroken. Glas wordt in op natuurlijke wijze ontbonden in zand en wat kalk. Kunststof dat in de natuur terechtkomt, wordt afgebroken tot kleinere deeltjes die wel degelijk een risico voor mens en dier vormen. Net zoals de loden voorwerpen, die bleken toch niet zonder risico te zijn: er kwam veel lood in het bloed van mensen en dat zorgde onder andere voor zenuw-gerelateerde aandoeningen.
Waarom moeten kunststoffen biologisch afbreekbaar zijn?
De meest gebruikte kunststoffen zie je in de afbeelding hieronder. Het zijn allemaal kunststoffen die niet of nauwelijks in de natuur worden afgebroken. Maar glas is ook niet biologisch afbreekbaar en toch vraagt niemand naar biologisch afbreekbaar glas. Het kan honderden jaren duren voordat glas in de natuur geheel is ontbonden: beter gezegd: kapot is gegaan. Waarom zou kunststof dan wel biologisch afbreekbaar moeten zijn? Nou, dat komt omdat kunststoffen in het milieu na enige tijd ‘slijten’ maar niet ontbinden.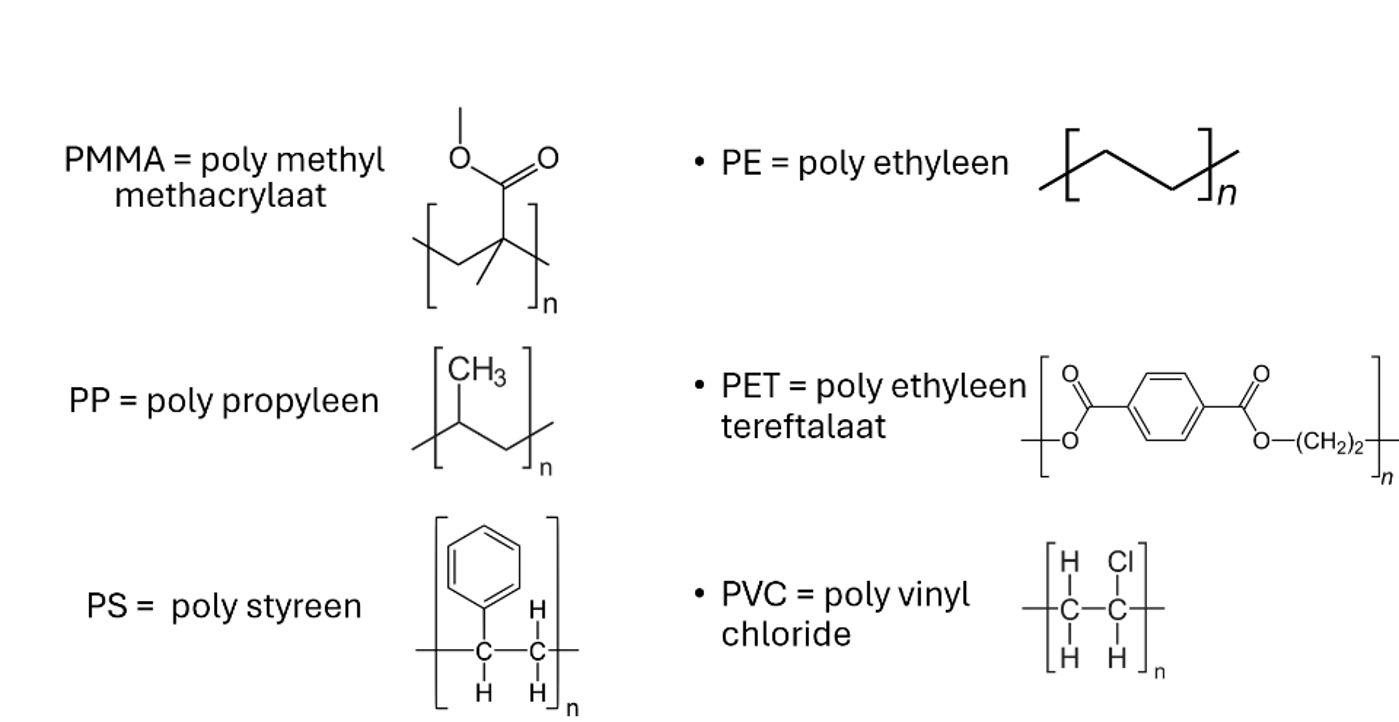
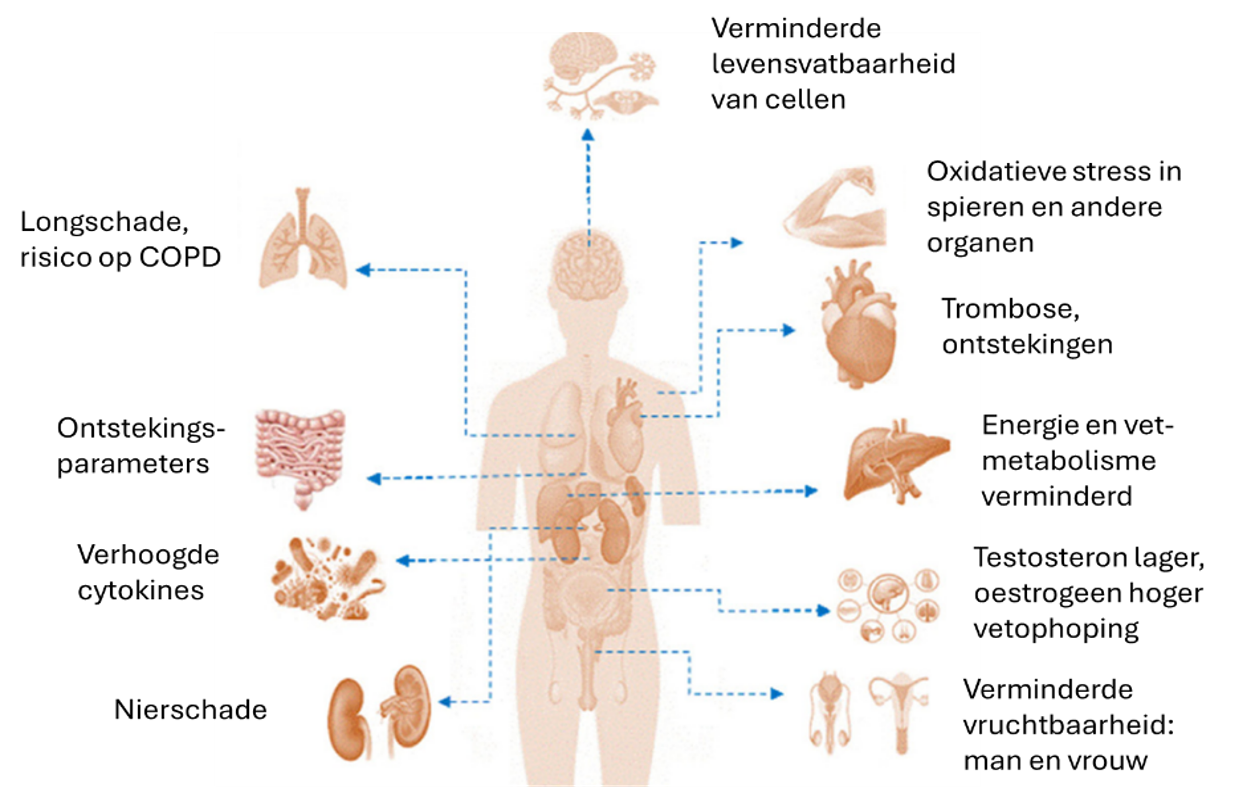
Als kunststoffen in het milieu terechtkomen, worden ze kleiner en kleiner en tenslotte spreken we van micro- of nano-plastics. Microplastics zijn allerlei vormen van plastics (bolletjes, fragmenten, vezels, schuim) zoals polyetheen, die kleiner zijn dan 5 mm. Nanoplastics zijn van hetzelfde materiaal en vorm maar zijn kleiner dan 1 micrometer. En dat is precies het probleem. De afbraakproductenzijn in dezelfde grootteorde als onze lichaamscellen: immuun cellen (6 – 80 micrometer) en andere cellen in ons lichaam. Daardoor worden ze makkelijk opgenomen in ons lichaam, maar ook in het lichaam van vissen en dieren. Als je bijvoorbeeld kippen laat scharrelen op een stuk grond waar ook plastic is terechtgekomen, komen microplastics in het lichaam van een kip terecht. En wij eten die kip dan weer. Maar ook schelpdieren, vissen en veel andere organismen nemen deze plastics op en die hebben dan effect op hun leven. Plastics kunnen ontstekingsreacties veroorzaken omdat ze reageren met witte bloedcellen. Maar er zijn veel meer effecten bekend van kunststoffen op ons lichaam, zoals hieronder te zien is.
Weekmakers
De weekmakers die gebruikt worden bij plastics hebben in het lichaam een effect dat lijkt op dat van het hormoon oestrogeen: ze worden dan ook xeno-oestrogenen genoemd. Daarnaast vormen weekmakers zoals Bis-Phenol-A (BPA) een risico voor het ongeboren kind. Dus niet alleen de kunststoffen zijn schadelijk, maar ook de stoffen die worden gebruikt om de kunststoffen flexibel te maken zijn schadelijk. Deze stoffen komen vrij bij de afbraak van kunststof in het milieu.
Twee wegen om kunststoffen biologisch af te breken
De meeste kunststoffen zijn polymeren met weinig tot geen functionele groepen die aantrekkelijk zijn voor micro-organismen (bacteria, schimmels, protozoa en sommige algen). Om kunststoffen toch biologisch afbreekbaar te maken, kijken we naar twee manieren.
Meer functionele groepen
De ene manier om biologisch afbreekbare kunststoffen te maken is meer functionele groepen inbouwen in het polymeer. Bijvoorbeeld polymelkzuur is een soort kunststof die beter afbreekbaar is dan de gebruikelijke kunststoffen. Andere kunststoffen die biologisch afbreekbaar zijn, zijn onder andere:
- Polybutyleen
- Polyhydroxyalkanoaat
- polybutyleen succinaat
- polybutyleentereftalaat
- polycaprolacton
Maar deze kunststoffen hebben weer andere eigenschappen dan de gebruikelijke kunststoffen zoals PET en PVC. Bovendien is de productie van polymelkzuur en de andere biologisch afbreekbare kunststoffen op dit moment duurder.
Micro-organismen
De andere manier is om micro-organismen te selecteren die beter kunnen omgaan met deze polymeren. Bacteria hebben de eigenschap dat ze snel kunnen muteren. Soms is dat hinderlijk (denk aan bacteria die ongevoelig worden voor antibiotica), maar soms is dat een voordeel. Als je veel bacteria als in een microfilm op een petfles laat zitten, zullen er uiteindelijk een paar bacteria zijn die een enzym ontwikkelen dat die petfles kan afbreken.
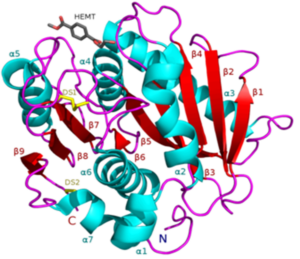
Een sprookje? Nee. In 2016 werd een bacterie ontdekt in een slijmlaag op een petfles die PET-ase als enzym had ontwikkeld. Dit enzym (die je hiernaast ziet) kan petflessen vervolgens langzaam afbreken. Maar ook deze ontwikkeling staat nog in de beginfase en moet de komende tijd worden uitgebreid. Zoals het vinden van meer micro-organismen (of maken met genetisch modificatie) met enzymen die de huidige kunststoffen kunnen afbreken en optimaliseren van de afbraak. Een belangrijk nadeel is dat er op dit moment meer kunststof in het milieu komen dan de micro-organismen aankunnen. De bacteria moeten nog even wennen aan deze nieuwe stoffen, dus de boodschap blijft: gooi geen kunststof weg in het milieu.
Deze blog is tot stand gekomen in samenwerking met de Chemische Kring Zwolle en geschreven door Guillaume Counotte.
Hoe nu verder?
Bij Polymer Science Park zijn we volop bezig met de ontwikkeling en het testen van biopolymeren. Ook jij kan hierbij aansluiten. Voor meer informatie kun je contact opnemen met Erwin Zant, projectleider bij PSP.
Bronnen:
Figuur 2: Nurshad Ali, Jenny Katsouli, Emma L. Marczylo, Timothy W. Gant, Stephanie Wright, Jorge Bernardino de la Serna, The potential impacts of
micro-and-nano plastics on various organ systems in humans, eBioMedicine, Volume 99, 2024, 104901, ISSN 2352-3964,
Figuur 3: PALM, Gottfried J., et al. Structure of the plastic-degrading Ideonella sakaiensis MHETase bound to a substrate. Nature communications, 2019, 10.1: 1717.
Heb je ooit geprobeerd om recyclaat te gebruiken, maar produceerde je vooral afgekeurde producten? Kan het zijn dat recyclaat met dezelfde MFI (Melt Flow Index) toch anders vloeit tijdens verwerking dan virgin kunststof? In dit kennisblog gaan we in op de oorzaken van afwijkend vloeigedrag van recyclaat, hoe je dit kunt meten en, belangrijker nog, wat je kan doen tijdens verwerking.
Het vloeigedrag van recyclaat kan een grote uitdaging vormen in productieprocessen zoals spuitgieten en extruderen. Waar virgin kunststoffen een consistent en voorspelbaar vloeigedrag vertonen, kan dit bij recyclaat variëren en voor verrassingen zorgen.
Oorzaken van afwijkend vloeigedrag bij recyclaat
De belangrijkste oorzaak van afwijkend vloeigedrag bij recyclaat, is de vervuiling van andere grades. Neem bijvoorbeeld High Density Polyethyleen (HDPE). Een HDPE grade die ontwikkeld is voor een shampoofles, heeft andere vloei-eigenschappen dan een HDPE gebruikt voor een krat. Polymeer ketens in virgin kunststoffen zijn meestal mooi gelijkmatig verdeeld in lengte. Bij recyclaat kunnen deze ketens onregelmatiger zijn, omdat er verschillende bronnen (grades) gemengd met elkaar zijn. Daarnaast zijn de ketens van recyclaat gemiddeld gezien iets korter, omdat ze tijdens het recyclingproces af kunnen afbreken. Ook dit zorgt ervoor dat recyclaat zich anders gedraagt dan virgin, de ketenlengte heeft namelijk invloed op het vloeigedrag.
Afwijkende vloei herkennen
Afwijkingen in vloeigedrag kunnen bij het produceren met recyclaat tot de volgende uitdagingen leiden:
1. Wisselende matrijsvulling
De hoeveelheid materiaal die in de mal gespoten wordt (het shotvolume) kan wisselen wanneer het vloeigedrag fluctueert. Hierdoor kunnen producten soms ongevuld of juist overvol (risico vliesvorming) zijn.
2. Verschil in druk
Wisselend vloeigedrag kan leiden tot een verhoging of verlaging van je druk in het spuitgietproces.
Door het herkennen van een afwijkende viscositeit ten opzichte van virgin, kan je tijdens het proces bij proberen te sturen. Een aantal parameters waarmee bijgesteld kan worden zijn inspuitsnelheid, shotvolume of verwerkingstemperatuur. Bedrijven die hun procesvenster duidelijk hebben, weten hoe veel ze kunnen bijsturen met deze parameters tijdens het proces.
Voorkomen van problemen; meet vloeigedrag!
Problemen in productie veroorzaakt door vloeigedrag kan je het beste voorkomen door vooraf het materiaal te analyseren. Daarvoor zijn verschillende methoden beschikbaar. We hebben de meest gebruikte technieken voor je op een rij gezet en het meetbereik in de onderstaande grafiek verwerkt:
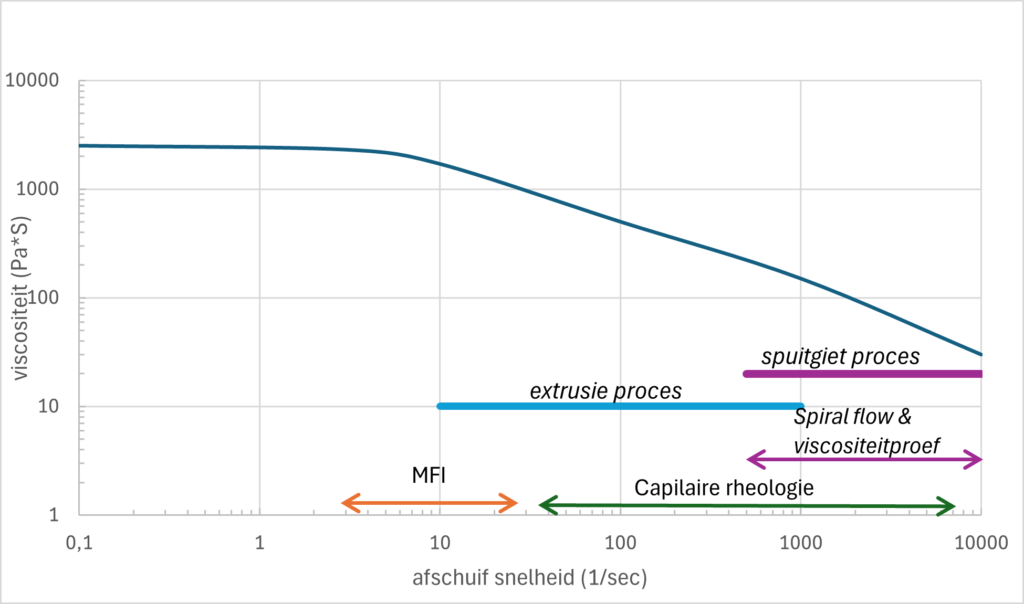
MFI (Melt Flow Index)
De MFI staat toch al in de datasheet? Dat klopt. MFI is de meest voorkomende opgegeven indicatie van je vloeigedrag. Wanneer er op een datasheet een bereik weergegeven is, kan het waardevol zijn dit na te meten. Bij deze meting wordt er onder een verhoogde temperatuur een gewicht, (voorgeschreven in ISO-normen) op het materiaal gedrukt. Er wordt vervolgens gewogen hoeveel materiaal er in 10 minuten uit vloeit. Omdat dit bij lage afschuifspanning (zie kader) is, kan het zijn dat een recyclaat dezelfde MFI heeft, maar zich toch nog anders gedraagt in productie, onder hoge afschuifspanning.
Voordeel:
- Deze test geeft in de basis een snelle indicatie van de viscositeit.
Nadelen:
- Deze test houdt geen rekening met de hoge afschuifsnelheden in productie.
- Het geeft slechts een indicatie van het vloeigedrag onder specifieke omstandigheden.
Capillaire reometrie
Deze geavanceerde methode wordt uitgevoerd op een speciale reometer. Het monstermateriaal wordt in een verwarmde cilinder gebracht waarin met een plunjer verschillende snelheden worden aangebracht. Afhankelijk daarvan meet je de druk en daarmee de viscositeit bij wisselende afschuifsnelheden. Hierdoor krijg je een volledige viscositeitscurve, een voorbeeld daarvan vind je hieronder. Je kunt dit op meerdere temperaturen herhalen.
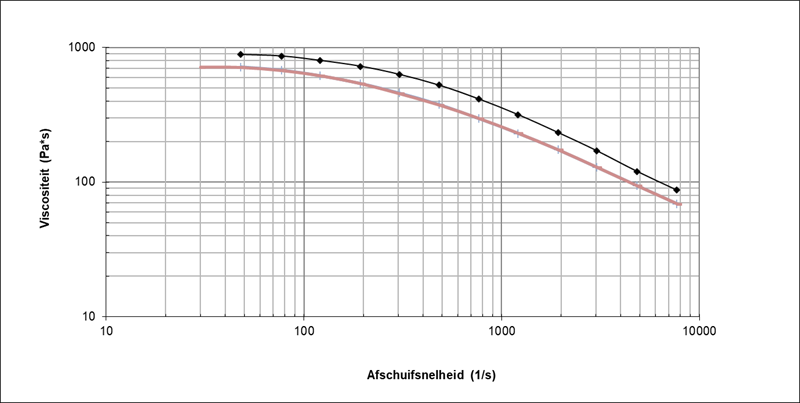
Voordelen:
- Deze test meet de viscositeit bij verschillende afschuifsnelheden en temperaturen
- Ideaal als je weinig testmateriaal beschikbaar hebt
- Geeft een volledige viscositeitscurve
Nadeel:
De test wordt uitgevoerd op een testapparaat en is redelijk bewerkelijk en duur vergelijken met MFI. Tevens moet je de uitkomsten kunnen interpreteren. Je krijgt met de uitkomsten nog geen inzichten waarmee je je machines goed in kan stellen.
Spiral flow
Dit is vergelijkbaar met de capillaire reometrie. Deze techniek voer je uit op een spuitgietmachine. Met deze techniek spuit je het monstermateriaal, met verschillende inspuitsnelheden, in een spiraalmatrijs. Vervolgens meet je hoe ver de spiraalmatrijs gevuld is. Hoe beter het materiaal vloeit, des te verder zal de spiraal gevuld zijn. Zo kun je verschillende materialen met elkaar vergelijken.
Overige voordelen:
- Vergelijkt materialen onder praktijkomstandigheden
- Meet de vloeilengte in relatie tot de in spuitsnelheid
- Simuleert het werkelijke productieproces
Nadeel:
Relatief kostbaar, tijdsintensief en je moet de machine ombouwen na de test om weer normale producten te maken.

Spiral Flow matrijs. Bron: Axxicon
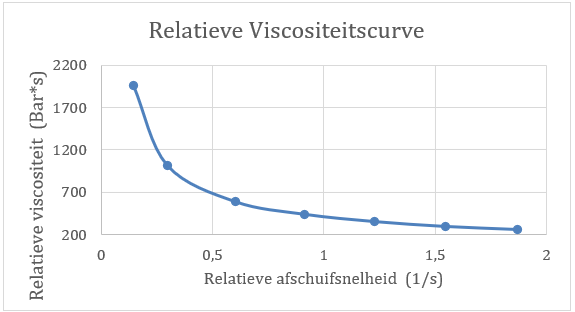
Viscositeitsproef PSP
Deze methode combineert elementen van capillaire reologie en spiral flow.Net als bij de spiral flow, varieer je de inspuitsnelheid. Je meet echter niet hoeveelheid materiaal die er uitkomt, maar de druk. Hiermee krijg je een relatieve viscositeitscurve, vergelijkbaar met capillaire rheologie. Omdat je dit op je eigen machines en matrijs kunt uitvoeren, kun je de gemeten parameters meteen toepassen in productie.
Voordelen:
- Uitgevoerd op je eigen machines
- Meet relatieve viscositeit in verhouding tot je specifieke machine, matrijs en instellingen
- Toont bij welke inspuitsnelheid en druk de viscositeit stabiel is
- Geen ombouw van de machine nodig na de test
Nadelen:
- Kan meer tijd en materiaal kosten
- Resultaten zijn matrijs en machine afhankelijk, je meet niet de absolute afschuifsnelheid en viscositeit, maar een relatieve waarde
Ons advies
Door deze verschillende methoden te combineren, krijg je een compleet beeld van het vloeigedrag van recyclaat. Begin met een MFI-test voor een snelle indicatie of selectie van materiaal. Vervolgens is het aan te raden om vloeigedrag van recyclaat en virgin te vergelijken met diepgaandere analyse methode.
Stel je machines zorgvuldig in
Recyclaat kan wisselend vloeigedrag vertonen, wat betekent dat je misschien het shotvolume en de inspuitsnelheid moet aanpassen om te voorkomen dat producten halfgevuld of overvol raken. Het is belangrijk om te weten bij welke instellingen de vloei stabiel en betrouwbaar blijft. Gebruik daarom de resultaten uit de eerdere proeven (als de viscositeitsproef) om je machines optimaal in te stellen.
Train je productieteam
Zelfs met de juiste materiaalkeuze en machine-instellingen kunnen er tijdens de productie nog verschillen in vloeigedrag ontstaan. Door je operators goed op te leiden kunnen ze het proces bij sturen op de eerder genoemde parameters.
Ervaar je nog steeds problemen?
Als je na deze stappen nog steeds problemen ondervindt, dan kun je overwegen om samen met recyclers het vloeigedrag aan te passen. Bijvoorbeeld door het toevoegen van peroxiden tijdens het extruderen of door recyclaat te mengen met virgin materiaal. Hierover meer in ons volgende blog.
Nu je de oorzaak van het afwijkende gedrag kent, weet welke meetmethoden toe kunt passen én de oplossingen kent, heb je alle handvatten om recyclaat succesvol te integreren in je product. Veel succes!
Meer weten
Heb je vragen over het vloeigedrag van recyclaat of wil je advies over de beste aanpak voor jouw product en proces? Neem dan contact met ons op, we helpen je graag verder.
