
 Offerte aanvragen
Offerte aanvragen  Inloggen
Inloggen 
Afwijkend vloeigedrag van recyclaat: In kaart brengen en mee leren werken
Heb je ooit geprobeerd om recyclaat te gebruiken, maar produceerde je vooral afgekeurde producten? Kan het zijn dat recyclaat met dezelfde MFI (Melt Flow Index) toch anders vloeit tijdens verwerking dan virgin kunststof? In dit kennisblog gaan we in op de oorzaken van afwijkend vloeigedrag van recyclaat, hoe je dit kunt meten en, belangrijker nog, wat je kan doen tijdens verwerking.
Het vloeigedrag van recyclaat kan een grote uitdaging vormen in productieprocessen zoals spuitgieten en extruderen. Waar virgin kunststoffen een consistent en voorspelbaar vloeigedrag vertonen, kan dit bij recyclaat variëren en voor verrassingen zorgen.
Oorzaken van afwijkend vloeigedrag bij recyclaat
De belangrijkste oorzaak van afwijkend vloeigedrag bij recyclaat, is de vervuiling van andere grades. Neem bijvoorbeeld High Density Polyethyleen (HDPE). Een HDPE grade die ontwikkeld is voor een shampoofles, heeft andere vloei-eigenschappen dan een HDPE gebruikt voor een krat. Polymeer ketens in virgin kunststoffen zijn meestal mooi gelijkmatig verdeeld in lengte. Bij recyclaat kunnen deze ketens onregelmatiger zijn, omdat er verschillende bronnen (grades) gemengd met elkaar zijn. Daarnaast zijn de ketens van recyclaat gemiddeld gezien iets korter, omdat ze tijdens het recyclingproces af kunnen afbreken. Ook dit zorgt ervoor dat recyclaat zich anders gedraagt dan virgin, de ketenlengte heeft namelijk invloed op het vloeigedrag.
Afwijkende vloei herkennen
Afwijkingen in vloeigedrag kunnen bij het produceren met recyclaat tot de volgende uitdagingen leiden:
1. Wisselende matrijsvulling
De hoeveelheid materiaal die in de mal gespoten wordt (het shotvolume) kan wisselen wanneer het vloeigedrag fluctueert. Hierdoor kunnen producten soms ongevuld of juist overvol (risico vliesvorming) zijn.
2. Verschil in druk
Wisselend vloeigedrag kan leiden tot een verhoging of verlaging van je druk in het spuitgietproces.
Door het herkennen van een afwijkende viscositeit ten opzichte van virgin, kan je tijdens het proces bij proberen te sturen. Een aantal parameters waarmee bijgesteld kan worden zijn inspuitsnelheid, shotvolume of verwerkingstemperatuur. Bedrijven die hun procesvenster duidelijk hebben, weten hoe veel ze kunnen bijsturen met deze parameters tijdens het proces.
Voorkomen van problemen; meet vloeigedrag!
Problemen in productie veroorzaakt door vloeigedrag kan je het beste voorkomen door vooraf het materiaal te analyseren. Daarvoor zijn verschillende methoden beschikbaar. We hebben de meest gebruikte technieken voor je op een rij gezet en het meetbereik in de onderstaande grafiek verwerkt:
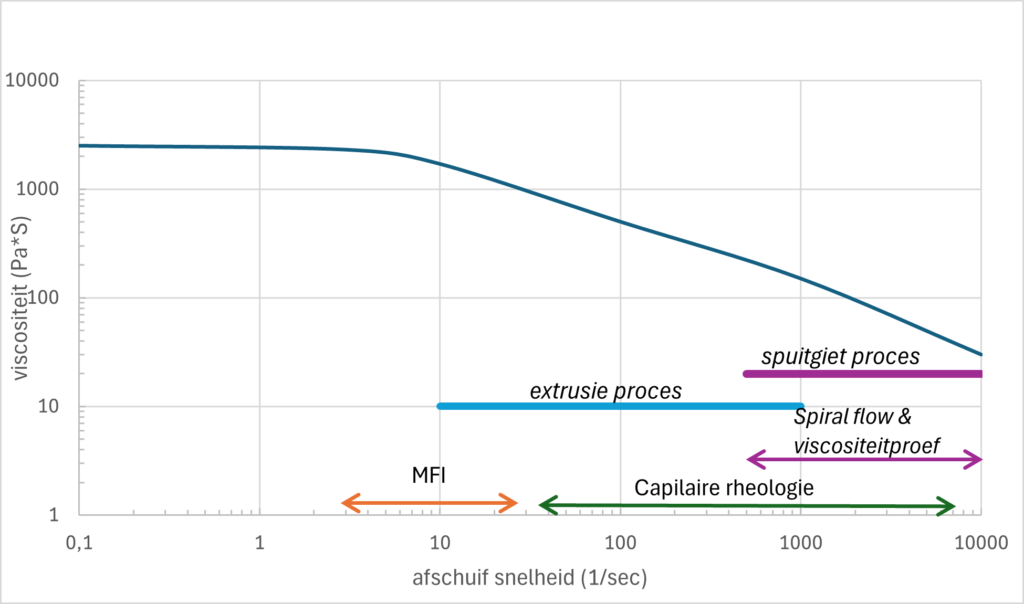
MFI (Melt Flow Index)
De MFI staat toch al in de datasheet? Dat klopt. MFI is de meest voorkomende opgegeven indicatie van je vloeigedrag. Wanneer er op een datasheet een bereik weergegeven is, kan het waardevol zijn dit na te meten. Bij deze meting wordt er onder een verhoogde temperatuur een gewicht, (voorgeschreven in ISO-normen) op het materiaal gedrukt. Er wordt vervolgens gewogen hoeveel materiaal er in 10 minuten uit vloeit. Omdat dit bij lage afschuifspanning (zie kader) is, kan het zijn dat een recyclaat dezelfde MFI heeft, maar zich toch nog anders gedraagt in productie, onder hoge afschuifspanning.
Voordeel:
- Deze test geeft in de basis een snelle indicatie van de viscositeit.
Nadelen:
- Deze test houdt geen rekening met de hoge afschuifsnelheden in productie.
- Het geeft slechts een indicatie van het vloeigedrag onder specifieke omstandigheden.
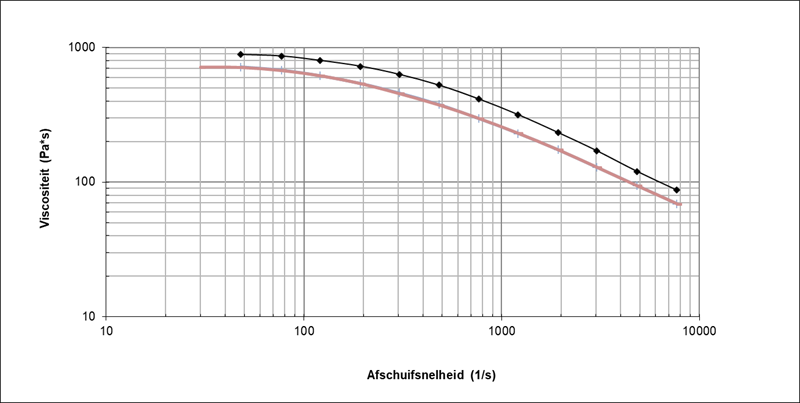
Capillaire reometrie
Deze geavanceerde methode wordt uitgevoerd op een speciale reometer. Het monstermateriaal wordt in een verwarmde cilinder gebracht waarin met een plunjer verschillende snelheden worden aangebracht. Afhankelijk daarvan meet je de druk en daarmee de viscositeit bij wisselende afschuifsnelheden. Hierdoor krijg je een volledige viscositeitscurve, een voorbeeld daarvan vind je hieronder. Je kunt dit op meerdere temperaturen herhalen.
Voordelen:
- Deze test meet de viscositeit bij verschillende afschuifsnelheden en temperaturen
- Ideaal als je weinig testmateriaal beschikbaar hebt
- Geeft een volledige viscositeitscurve
Nadeel:
De test wordt uitgevoerd op een testapparaat en is redelijk bewerkelijk en duur vergelijken met MFI. Tevens moet je de uitkomsten kunnen interpreteren. Je krijgt met de uitkomsten nog geen inzichten waarmee je je machines goed in kan stellen.
Spiral flow
Dit is vergelijkbaar met de capillaire reometrie. Deze techniek voer je uit op een spuitgietmachine. Met deze techniek spuit je het monstermateriaal, met verschillende inspuitsnelheden, in een spiraalmatrijs. Vervolgens meet je hoe ver de spiraalmatrijs gevuld is. Hoe beter het materiaal vloeit, des te verder zal de spiraal gevuld zijn. Zo kun je verschillende materialen met elkaar vergelijken.
Overige voordelen:
- Vergelijkt materialen onder praktijkomstandigheden
- Meet de vloeilengte in relatie tot de in spuitsnelheid
- Simuleert het werkelijke productieproces
Nadeel:
Relatief kostbaar, tijdsintensief en je moet de machine ombouwen na de test om weer normale producten te maken.

Spiral Flow matrijs. Bron: Axxicon
Viscositeitsproef PSP
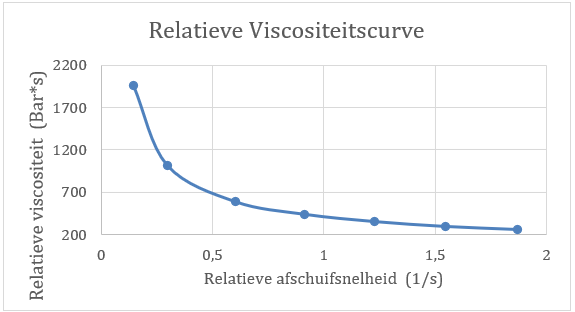
Deze methode combineert elementen van capillaire reologie en spiral flow.Net als bij de spiral flow, varieer je de inspuitsnelheid. Je meet echter niet hoeveelheid materiaal die er uitkomt, maar de druk. Hiermee krijg je een relatieve viscositeitscurve, vergelijkbaar met capillaire rheologie. Omdat je dit op je eigen machines en matrijs kunt uitvoeren, kun je de gemeten parameters meteen toepassen in productie.
Voordelen:
- Uitgevoerd op je eigen machines
- Meet relatieve viscositeit in verhouding tot je specifieke machine, matrijs en instellingen
- Toont bij welke inspuitsnelheid en druk de viscositeit stabiel is
- Geen ombouw van de machine nodig na de test
Nadelen:
- Kan meer tijd en materiaal kosten
- Resultaten zijn matrijs en machine afhankelijk, je meet niet de absolute afschuifsnelheid en viscositeit, maar een relatieve waarde
Ons advies
Door deze verschillende methoden te combineren, krijg je een compleet beeld van het vloeigedrag van recyclaat. Begin met een MFI-test voor een snelle indicatie of selectie van materiaal. Vervolgens is het aan te raden om vloeigedrag van recyclaat en virgin te vergelijken met diepgaandere analyse methode.
Stel je machines zorgvuldig in
Recyclaat kan wisselend vloeigedrag vertonen, wat betekent dat je misschien het shotvolume en de inspuitsnelheid moet aanpassen om te voorkomen dat producten halfgevuld of overvol raken. Het is belangrijk om te weten bij welke instellingen de vloei stabiel en betrouwbaar blijft. Gebruik daarom de resultaten uit de eerdere proeven (als de viscositeitsproef) om je machines optimaal in te stellen.
Train je productieteam
Zelfs met de juiste materiaalkeuze en machine-instellingen kunnen er tijdens de productie nog verschillen in vloeigedrag ontstaan. Door je operators goed op te leiden kunnen ze het proces bij sturen op de eerder genoemde parameters.
Ervaar je nog steeds problemen?
Als je na deze stappen nog steeds problemen ondervindt, dan kun je overwegen om samen met recyclers het vloeigedrag aan te passen. Bijvoorbeeld door het toevoegen van peroxiden tijdens het extruderen of door recyclaat te mengen met virgin materiaal. Hierover meer in ons volgende blog.
Nu je de oorzaak van het afwijkende gedrag kent, weet welke meetmethoden toe kunt passen én de oplossingen kent, heb je alle handvatten om recyclaat succesvol te integreren in je product. Veel succes!
Meer weten
Heb je vragen over het vloeigedrag van recyclaat of wil je advies over de beste aanpak voor jouw product en proces? Neem dan contact met ons op, we helpen je graag verder.
Het machinepark van Polymer Science Park (PSP) is dit jaar uitgebreid met een nieuwe extruder van Thermo Scientific.
 Deze machine onderscheidt zich door zijn modulaire ontwerp. Eén aandrijving kan worden voorzien van verschillende opzetstukken voor productieprocessen, zoals onder andere:
Deze machine onderscheidt zich door zijn modulaire ontwerp. Eén aandrijving kan worden voorzien van verschillende opzetstukken voor productieprocessen, zoals onder andere:
- Compounderen
- Folieblazen
- vezels spinnen
- reologische metingen
Op dit moment is het systeem uitgerust met twee opzetstukken: een dubbelschroefsextruder voor compounderen en een batch menger voor het mengen en analyseren van kunststoffen op kleine schaal.
In de praktijk
De dubbelschroefsextruder kan ingezet worden voor het testen van mechanische recycling en produceren van compounds op kleine schaal (1 tot 100 kg). Compounds kunnen met hoge nauwkeurigheid worden geproduceerd vanwege de gravimetrische doseersystemen, het temperatuur gecontroleerde koelbad en instelbare granulaat lengte bij de maalmolen. Dankzij de kleinschaligheid van de machine en de mogelijkheid tot het openmaken van de cilinder, leent deze machine zich goed voor het opleiden van operators.

De batch menger kan op zeer kleine schaal (circa 50 gram) kunststoffen karakteriseren en mengen. Met deze machine kunnen verschillende eigenschappen bepaald worden, zoals:
- smeltgedrag
- gelering
- thermische stabiliteit
Verder kunnen kleine batches compounds geproduceerd die in het testlab van PSP verder geanalyseerd kunnen worden.
“Deze machine maakt het voor ons mogelijk om al vanaf kleine schaal recycling en compounding van een variëteit aan materialen te testen. Verder kunnen we in de toekomst het systeem uitbreiden om verschillende verwerkingsprocessen zoals vezels spinnen en folie blazen te kunnen testen op kleine schaal.”
aldus Nils Schut, Process Engineer bij PSP.
Kom het ervaren
Ben je benieuwd wat deze nieuwe machine voor jouw bedrijf kan doen? Wij heten je van harte welkom in ons verwerkingslab. Neem daarvoor vrijblijvend contact met ons op.
Het Kunststof Seminar op 14 november werd afgesloten met een krachtige column, voorgedragen door Managing Director van PSP Gijs Langeveld. Je leest de column hieronder.
Denkend aan Nieuw Nederland: Leiderschap in de Kunststofrevolutie
Om met de deur in huis te vallen: Nederland moet het leiderschap in de verduurzaming van de kunststofketen naar zich toetrekken. Ik heb Nederlands bekendste gedicht van Hendrik Marsman herschreven voor vandaag.
Denkend aan Holland, zie ik de kunst van ondernemerschap: handelsgeest, doorzettingsvermogen en betrokkenheid. Ondernemers die problemen van klanten oplossen en kansen ruiken. Sterke ondernemers in de kunststofindustrie: ik zie circulaire fabrieken, ik zie wereldspelers, en FD-gazellen. Veelal tweede generatie ondernemers die het beter willen doen dan hun ouders. Ik zie slimme bedrijfshallen die gestoeld zijn op een rijke geschiedenis aan maakindustrie.

Denkend aan Holland, zie ik kansen voor kunststofproducten. Producten die ons leven gezonder, makkelijker en milieuvriendelijker maken. Een verpakking die voedsel langer houdbaar maakt, een bouwemmer die gemaakt is van hergebruikt materiaal, of een auto die per saldo minder weegt. Kunststof maakt maatschappelijke vooruitgang mogelijk.
Aan de horizon zie ik ook donkere wolken en een hoop water op onze ondernemers afkomen. Prijzen van recyclaat. Afzetmarkten die kwartaal op kwartaal krimpen. Recyclers die omvallen. Zorgen voor ondernemers zoals goed personeel, onze concurrentiepositie in een Europese markt of de aanstaande tsunami aan wetgeving. CSRD, PPWR, NCPN, en ga zo maar door. Bovenal, zoals Draghi het schetst, een gebrek aan wilskracht van leiders om de Europese industrie competitief te houden en tegelijkertijd te verduurzamen. Een open economie zoals Nederland heeft veel te verliezen. En daarbij investeert de kunststof sector te weinig in innovatie. Tot slot, zorgen over ons gebruik van fossiele grondstoffen, onze koolstofrijke economie, en zorgen over hetgeen dat we nu nog niet weten.
Denkend aan Holland, zie ik…. Mijn moeder zei altijd: Holland, dat zijn maar twee van de twaalf provincies. Denkend aan Nederland dus. Maar ja, denkend aan de kunststofindustrie, waar denk je dan aan? Almelo, Bergen op Zoom, Eindhoven, Emmen, Geleen, Heerenveen, Zwolle? In hoeverre is dit Nederland? De toonaangevende bedrijven zijn of worden onderdeel van multinationals. Dus, moet het niet “denkend aan Europa of denkend aan de wereld” zijn?
Werk in uitvoering aan een Nieuw Nederland. Een cluster van ondernemers in de steigers zetten die elkaar versterken. Zo positioneren we ons als een wereldleider in de transitie naar een duurzamere kunststofsector. Optimalisaties en grensverleggende – en doelzoekende innovaties. Van Valley of Death naar Dutch Circular Polymer Valley. Kunststof als aanjager van transities in andere sectoren. Bioplastics, recyclaattoepassingen, nieuwe vormen van recycling, carbon capture, harmonisatie van ontwerp, noemt u maar op.
Denkend aan Nieuw Nederland, zie ik voor mij een oneindig laagland met sterke doelen als hoge pluimen aan den einder staan, en in de geweldige ruimte verzonken de innovaties verspreid door het land in een groots verband. En in alle gewesten wordt de stem van krachtige ondernemers gehoord.

In opdracht van Rollepaal hebben Martine Bonnema en Vincent de Gauw onlangs een op maat gemaakte training verzorgd over pvc en kunststof extrusie voor de niet-technische medewerkers van het bedrijf. De training, die plaatsvond op de locatie bij Rollepaal, richtte zich op het verbeteren van de kennis over het (pvc) extrusieproces, met als doel medewerkers beter inzicht te geven in de producten en diensten van het bedrijf.
Over de training
Rollepaal, een fabrikant van extrusie-apparatuur voor PVC, PVC-O en PO buizen, ontwikkelt duurzame, innovatieve oplossingen voor
buisproducenten wereldwijd. Voor de niet-technische medewerkers is een speciale training samengesteld, bestaande uit vijf onderdelen:
- Introductie kunststoffen
- PVC
- Het extrusieproces en de extruder
- PVC extrusie
- De rol van Rollepaal in de industrie
PVC is een kunststof met hoogwaardige eigenschappen. De structuur van PVC vraagt om een afwijkende verwerking ten op zichtte van andere thermoplasten. Wat betekent dat in de praktijk voor de machines van Rollepaal en het verwerkingsproces bij hun klanten? Deze onderwerpen zijn onder andere uitgebreid behandeld tijdens de training.
“Ik heb de cursus als zeer leerzaam en positief ervaren. Beide sprekers wisten ondanks diepgaande materie de aandacht te behouden door frequente interactiemomenten.”
Aldus Alejandro Krosse, Quality & Improvement Engineer bij Rollepaal
Ook andere medewerkers gaven aan dat de training hen een beter begrip van het extrusieproces heeft gegeven, wat hen helpt om het
totale proces beter te overzien. De medewerkers die al bekend waren met het extrusieproces, gaven aan juist hun kunststofkennis te hebben
bijgewerkt. Met deze training onderstreept Rollepaal haar toewijding aan zowel technische innovatie als de ontwikkeling van haar medewerkers,
om zo een nog betere klantbeleving te kunnen bieden.
Verhoog ook de kennis van jouw medewerkers
Net zoals Rollepaal ook de kennis van jouw medewerkers verhogen met een training op maat? Onze experts denken graag met je mee. Neem daarvoor vrijblijvend contact met ons op.
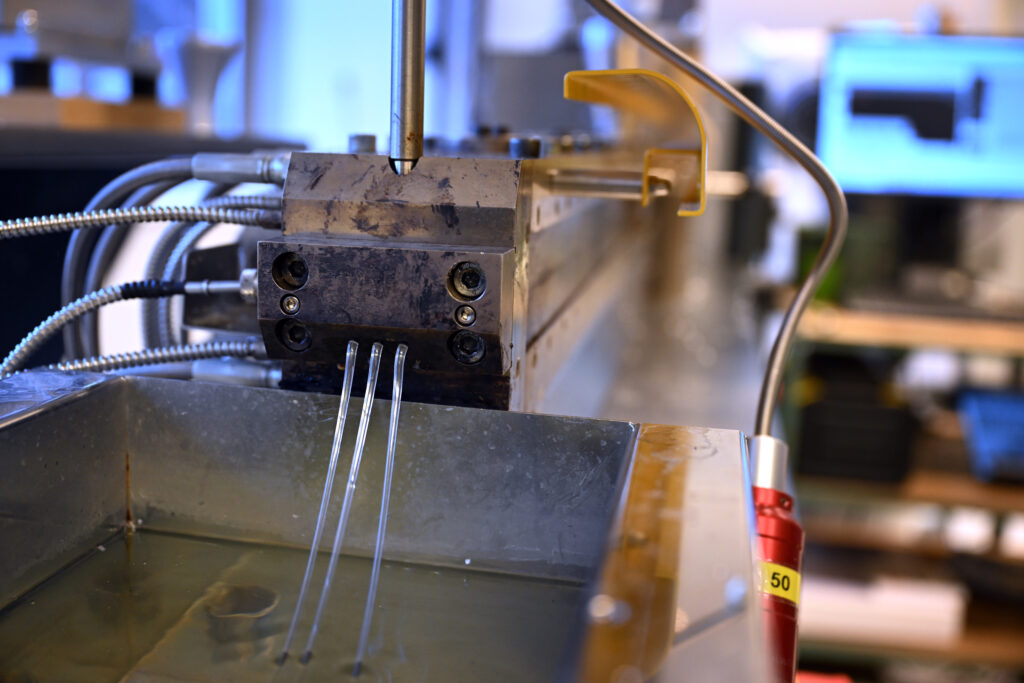
In opdracht van ALPLA Zwolle gaf Nils Schut, Process Engineer bij Polymer Science Park (PSP), een masterclass Extrusie Blaasvormen. Met Johan van Oosten, Machine Setter bij ALPLA Zwolle, ging ik in gesprek over deze training.
Over ALPLA Nederland
ALPLA Nederland ontwerpt, ontwikkelt en produceert plastic verpakkingsoplossingen. Onder meer door middel van strekblazen en extrusieblazen. In 2020 opende ALPLA haar meest geautomatiseerde fabriek in Zwolle, voorzien van ultramoderne productietechnologieën waarmee ze voornamelijk kunststofflessen produceren. In deze fabriek werkt Johan samen met zijn collega’s aan het waarborgen van het proces en de kwaliteit van het product. Dat doen ze door het proces goed te monitoren, ondersteunen van het productieteam samen met de kwaliteitscontroles en het ombouwen van de machines op de verschillende producten. Daarnaast verzorgt Johan een deel van de opleiding van het productieteam, door middel van onder andere het maken van werkinstructies.

Trainen van (nieuwe) medewerkers
Met de groei van de fabriek, neemt het aantal nieuwe medewerkers toe. ALPLA wil ervoor zorgen dat medewerkers voldoende basiskennis hebben en de mogelijkheid krijgen voor opleiding over het product en proces. Dit leidde tot de behoefte aan een extra basistraining over verschillende kunststoffen. Naast dat de ALPLA veel kennis in huis heeft met betrekking tot de machines en het proces, hecht ALPLA waarde aan een lokale samenwerking met kunststof specialisten bij PSP. PSP beschikt als innovatiecentrum over de benodigde kennis om het personeel van ALPLA te trainen, met een focus op:
- Wat zijn kunststoffen (eigenschappen)
- Hoe verwerk je kunststoffen
- Combinaties van kunststoffen
Om een goede basistraining te ontwikkelen dat aansluit bij de dagelijkse praktijk in de fabriek, ging Nils in gesprek met Johan en Bertus Bos, Operations Manager bij ALPLA. Deze samenwerking resulteerde in de Masterclass Extrusie Blaasvormen.
Masterclass Extrusie Blaasvormen
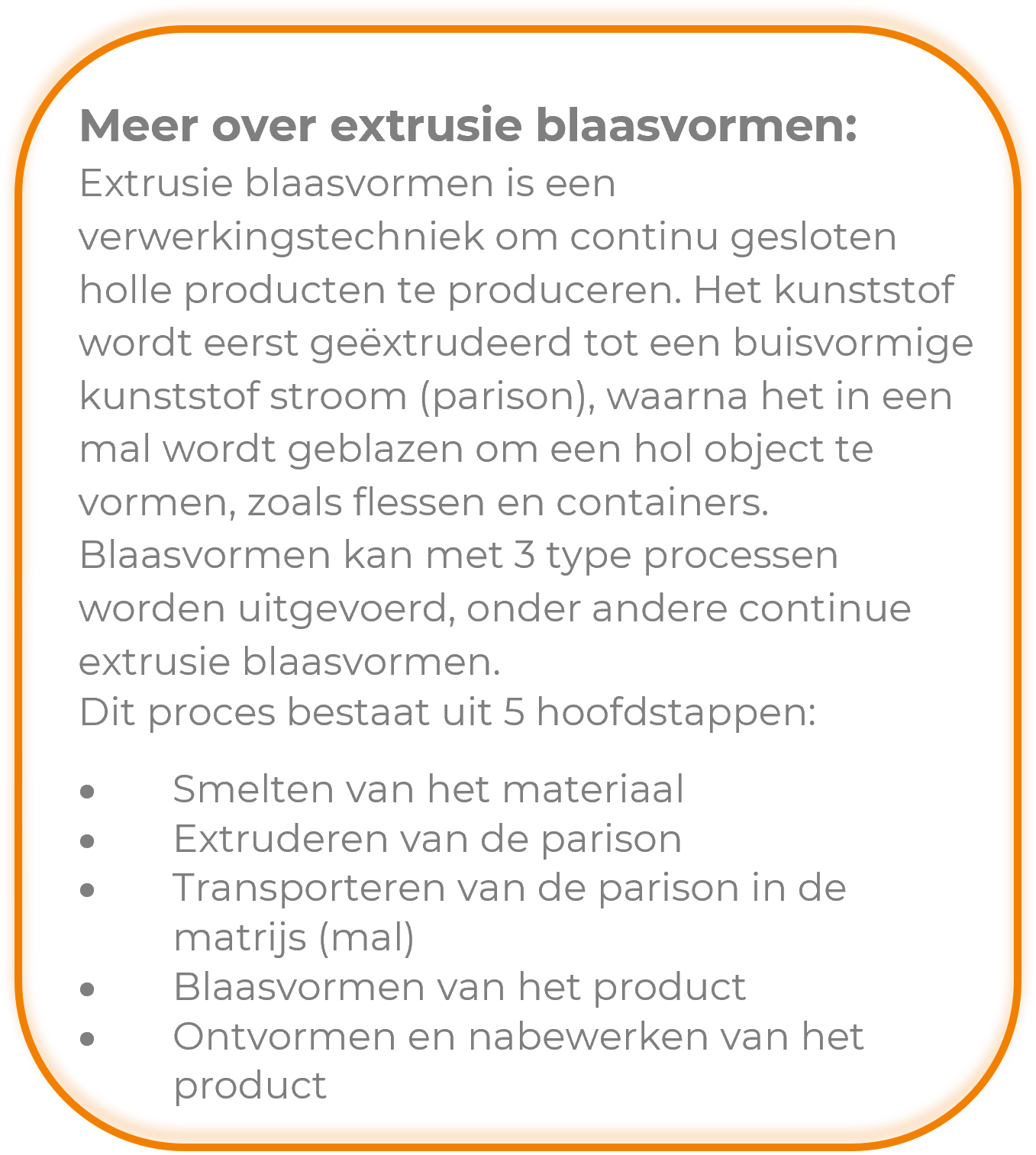
De masterclass Extrusie Blaasvormen is een training dat bestaat uit een halve dag theorie, een halve dag praktijk bij PSP en praktijktraining op de eigen machines van ALPLA. De theorie behandelt de basiskennis over kunststoffen en het proces: wat zijn de mechanische eigenschappen van kunststoffen, hoe verwerk je ze, en wat krijg je als je ze verwerkt in een eindproduct. Vervolgens gingen de medewerkers in de praktijk aan de slag bij PSP, werkend met het materiaal van ALPLA op de spuitgietmachine om het daarna te testen in het testlab. Uniek aan de masterclass is dat Nils ook praktijktraining heeft gegeven bij ALPLA op hun eigen machines. Daardoor konden de medewerkers alle opgedane kennis gelijk toepassen in de dagelijkse praktijk.
“Ik vond het een zeer interessante training om te doen. Voor de basis is het ideaal, zeker als je zelf niet uit de kunststofwereld komt zoals ik.”
Aldus Johan van Oosten, ALPLA Zwolle
Wat heeft de masterclass opgeleverd?
De training was erg waardevol voor alle medewerkers. Het biedt een solide basis voor starters om kunststoffen te leren kennen, en voor ervaren medewerkers een opfrissing van de kennis over kunststof.
Voor medewerkers die geen achtergrond hebben in de kunststofwereld, was de theorie wel intensief. Zodoende is er voor gekozen om de masterclass op te delen in een basis training en een verdiepende training. Op deze manier sluit het goed aan bij de diverse achtergronden van de medewerkers. Met de basistraining leren starters de kunststoffen kennen, en met de gevorderde training wordt het meer toepasbaar gemaakt in de praktijk op de eigen machines. Met daarbij een hele dag praktijk bij PSP, in plaats van een middag. In de ochtend kunnen ze dan werken met de spuitgietmachine in het verwerkingslab en in de middag die kunststoffen testen in het testlab, om te zien wat bepaalde verbindingen doen met het materiaal.
“Door de praktijk ook op kleine schaal bij PSP te doen, wordt het kunststofproces veel zichtbaarder.”
Aldus Johan van Oosten, Machine Setter bij ALPLA Zwolle.
De praktijkgerichte benadering en de volledige beleving van het proces werden als grote pluspunten ervaren tijdens de training. Ook het open karakter van de training met goede interactie en ruimte voor discussie werd gewaardeerd. Dit bood een balans voor zowel theoriegeoriënteerde als praktijkgerichte medewerkers.

Wat zijn de volgende stappen voor ALPLA?
Dat er een vervolg komt op deze training is duidelijk. Nils gaat de opzet aanscherpen naar aanleiding van de evaluatie en dan is het de bedoeling dat productie personeel bij ALPLA de training gaat volgen. Het biedt een vorm van zekerheid dat iedere medewerker een basiskennis heeft van het materiaal en het proces.
“ALPLA biedt volop ontwikkelmogelijkheden voor haar medewerkers. Gezien de goede samenwerking zullen we ons ook blijven focussen op ons opleidingsaanbod vanuit PSP. Wil jij zelf een Masterclass volgen via PSP en sta jij open voor een nieuwe baan, wie weet zien we jou dan wel verschijnen in de schoolbanken bij ALPLA.”
Aldus Renate Altena-Haandrikman, HR Manager bij ALPLA Nederland.
Meer informatie
Wil je jouw medewerkers ook een vliegende start bieden in de kunststof industrie en de eigen machines beter laten begrijpen? Meer informatie over onze trainingen vind je op deze pagina, of neem vrijblijvend contact met ons op.
De ontwikkelingen op het gebied van spuitgieten staan niet stil. Elektrificatie, sneller produceren, lagere uitval, snelle productwissels, krappe procesvenstersetc. De operator staat voor grote uitdagingen. Dat wordt nog versterkt door de grondstoftransitie, waardoor steeds vaker recyclaat en biopolymeren worden toegepast en die weer nieuwe uitdagingen hebben.
Speciaal voor de spuitgiet operators organiseert de NRK PVT-kunststofverwerkers de Masterclass Troubleshooting Spuitgieten. Aan het einde van deze masterclass heb je geleerd hoe je problemen op een onderbouwde en gestructureerde manier kan analyseren en oplossen.
Ook gaan we ‘live’ Troubleshooten aan de hand van – door jullie vooraf opgestuurde – praktijkvoorbeelden van een probleem dat je wilt oplossen. Deze masterclass wordt gegeven door Nils Schut (Polymer Science Park) en Robert Maes (Maes Insights). Kortom, een middag vol voorbeelden waarmee je direct zelf aan de slag kunt in jouw bedrijf!
Toesturen praktijkvoorbeelden
In het programma is het onderdeel Troubleshooting aan de hand van problemen uit de praktijk opgenomen. Hierin behandelen we jouw spuitgietuitdaging. Dit kan bijvoorbeeld zijn; vloeilijnen in product, onvolledig product of veel te lange cyclus tijden.
Iedere deelnemer kan dus een korte probleemomschrijving met foto’s, instelwaardes en/of dataset meesturen, zodat de trainers je kunnen helpen dit probleem op te lossen aan de hand van de besproken methodiek. We kunnen maar een aantal cases behandelen, dus wees snel en volledig!
Praktische informatie
Datum: 26 september 2024
Tijd: 13.00 – 17.30 uur
Plaats: Polymer Science Park
Ceintuurbaan 15
8022 AW Zwolle
Aanmelden
De bijeenkomst wordt georganiseerd door NRK PVT-kunststofverwerkers en is powered by ChemistryNL. De bijeenkomst is gratis toegankelijk voor leden van NRK PVT-kunststofverwerkers, NRK-branches en derden. Ga voor meer informatie naar de website van NRK PVT-kunststofverwerkers.
Aanmelden en het toesturen van je praktijk voorbeeld kan tot 20 september door een mail te sturen naar info@pvt.nl. In de week voor de meeting ontvang je het definitieve programma en de laatste info.
