
 Offerte aanvragen
Offerte aanvragen  Inloggen
Inloggen 
Werken met recyclaat: Zo houd je de controle over kwaliteit
Kunststofverwerkende bedrijven staan voor een nieuwe realiteit: steeds vaker moet er gewerkt worden met gerecycled kunststof. Een mooie stap richting circulariteit, maar ook een uitdaging. Waar virgin materiaal voorspelbaar is en volgens vaste specificaties geleverd wordt, kan recyclaat per batch verschillen in samenstelling, vloei-eigenschappen en zuiverheid.
Daarom is het belangrijk extra scherp te zijn op de ingangscontrole (korrel, regrind of flakes) van hergebruikt kunststof. Kleine variaties in het materiaal kunnen grote gevolgen hebben voor de krimp, het vulgedrag en zelfs het uiterlijk van jouw producten.
De drie vragen die gesteld moeten worden bij het ontvangen van een nieuwe batch gerecycled materiaal zijn:
- Welke vervuiling zit er in het recyclaat?
- Gedraagt het materiaal zich in de machine zoals verwacht?
- Hebben de uiteindelijke producten nog steeds dezelfde kwaliteit?
In deze blog lees je hoe je dit aanpakt en welke testen hiervoor essentieel zijn.
Welke vervuiling zit er in het recyclaat?
Zodra je een materiaalbatch binnenkrijgt, wil je als eerste weten of het materiaal echt PP, PE of ABS is zoals de leverancier beweert. Maar ook of er eventueel vervuilingen aanwezig zijn.
Bij het werken met recyclaat is namelijk het grootste risico de aanwezigheid van vervuilingen. De vervuilingen kunnen we indelen in twee type vervuilingen, namelijk;
- polymeer vervuilingen
- anorganische vervuilingen (denk aan zand, krijt, metaal etc.).
Deze vervuilingen kunnen voor problemen zorgen tijdens de verwerking, maar kunnen ook een negatief effect hebben op de kwaliteit van je product. Het is daarom van belang om dit goed in kaart te brengen voor je begint met produceren.
Polymeer vervuilingen
Recyclaat wordt zo goed mogelijk gescheiden, helaas blijven er vaak nog wat polymeervervuilingen achter zoals PE in PP. Deze vervuilingen kunnen we identificeren met behulp van DSC, FTIR of Madscan.
FTIR
geeft ons direct een chemische vingerafdruk van het materiaal. FT-IR is een snelle eerste check: binnen enkele minuten weet je of de batch klopt met de inkoopafspraken. Hierdoor weet je dat de korrel die de machine in gaat ook daadwerkelijk de juiste is.
Daarnaast kun je op basis van de FTIR ook eventuele vervuilingen detecteren. Hierbij is het van belang om te kijken welke pieken zitten er extra of juist niet in mijn vingerafdruk en om welke chemische verbindingen gaat dit precies. De interpetatie hiervan is soms best ingewikkeld. Tijdens de Masterclass: Kwaliteit en Analysetechnieken Circulaire Kunststoffen leer je hoe je dit moet interpreteren.
DSC
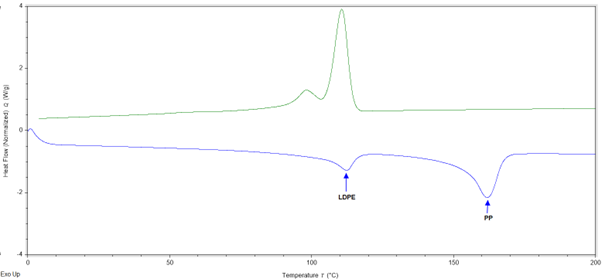
Met DSC (Differential Scanning Calorimetry) worden de temperatuur overgangen van een materiaal in kaart gebracht. Zo kun je onder meer het smeltpunt of de glasovergangstemperatuur (Tg) vaststellen. Omdat elk kunststoftype een specifiek smeltpunt heeft, kun je met deze gegevens verifiëren of het materiaal daadwerkelijk overeenkomt met wat de leverancier beweert.
Naast het identificeren van het polymeertype kun je ook de polymeervervuilingen hierin analyseren. De DSC laat namelijk extra smeltpieken zien als er vervuiling aanwezig is. Dit is ook in onderstaande afbeelding weergegeven. Dit geeft een indicatie, maar geen exact resultaat.
Het nadeel van een DSC is dat slechts 5-10 mg getest wordt . Daarnaast duurt een meting 2 tot 3 uur terwijl je met een FTIR meting binnen 5 minuten resultaat hebt. Als gewerkt wordt met regrind dan kan het zijn dat de flakes uit verschillende materialen bestaan. Het is dan niet mogelijk om met DSC de verschillende materialen te detecteren.
MADSCAN®
Een van de recente ontwikkelingen om grotere hoeveelheden materiaal te testen is de MADSCAN®. Dit is een thermische analysemethode voor het identificeren van polymeerfracties in materiaalstroommonsters. Door gebruik te maken van 250 sensoren wordt het smelt- en kristallisatiegedrag van een monster (50 gram) nauwkeurig in kaart gebracht.
Belangrijkste technische voordelen:
- Representativiteit: De monstergrootte van 50 gram maakt de techniek geschikt voor diverse kwaliteiten materiaal, van flakes en granulaat tot folies en agglomeraat.
- Procesoptimalisatie: Door de nauwkeurige zuiverheidsmeting is in specifieke gevallen direct extruderen naar een eindproduct mogelijk, zonder tussenliggende compoundeerstap.
- Materiaalbehoud: Het overslaan van een extra thermische cyclus beperkt de mechanische en thermische degradatie van polymeerketens, wat de mechanische eigenschappen van het eindproduct ten goede komt.
Conclusie
Een DSC-meting wordt vaak samen met een FTIR-meting gedaan om een volledig beeld van het monster te krijgen en een goede inschatting van de bestandsdelen te maken. Helaas meet je met deze twee technieken maar 1 granulaatkorrel of flake per analyse. Bij de madscan analyseer je 50 gram wat een beter beeld geeft van je totale batch.
Anorganische vervuilingen
In recyclaat zitten naast polymeervervuilingen vaak ook anorganische vervuilingen zoals krijt, metaal of zand. Het is belangrijk om te weten hoeveel en met welke vervuiling je te maken hebt. De hoeveelheid anorganische vervuilingen kan namelijk lijden tot verminderde mechanische eigenschappen en de aanwezigheid van metaal of zand vergroot slijtage aan je verwerkingsapparatuur. De hoeveelheid anorganische vervuilingen kun je laten bepalen door o.a. het asrest gehalte.
Asrest
Met een asrest bepaling wordt het sample verwarmd tot >600°C. Hierbij verbranden alle organische verbindingen tot dat er geen gewichtsafname meer is en alle anorganische verbindingen over zijn gebleven. Door middel van het wegen voor en na de asrest bepaling kan het asrest percentage worden bepaald. Vervolgens kan het asrest eventueel met FTIR, SEM-EDX of XRF worden geidentificeerd.
Gedraagt het materiaal zich in de machine zoals verwacht?
Als je met recyclaat gaat werken wil je eigenlijk ook graag weten hoe je materiaal zich in productie gedraagt. Om hier een beeld van te krijgen moet je weten wat de reologie is van je materiaal. Dit wil zeggen dat je kijkt hoe makkelijk (of moeilijk) je materiaal vloeit onder bepaalde omstandigheden. Een parameter waar je hiervan een indicatie krijgt is de MFI.
MFI
Voor de dagelijkse productie is (MFI) een zeer belangrijke parameter.
MFI-metingen zijn onmisbaar om de stroperigheid (viscositeit) en daarmee de verwerkbaarheid van het materiaal te beheersen. Een afwijking in de MFI betekend:
- Verandering in vultijd
- Te hoge of te lage druk
- Onvoorspelbare krimp
- Afwijkende cyclustijd
Daarom meten we bij elke batch de MFI-waarde en de afwijking ten opzichte van eerdere batches. Een kleine afwijking kan al zorgen voor merkbaar andere productkwaliteit. Wil je hier meer over weten lees ook deze blog over afwijkend vloeigedrag van recyclaat
Hebben de uiteindelijke producten nog steeds dezelfde kwaliteit?
Naast je ingangscontrole wil je natuurlijk ook weten of de kwaliteit van je producten hetzelfde blijft. Met goede analyses vooraf borg je al een groot deel van de productkwaliteit.Hierdoor sluit je al veel problemen eerder uit. Daarnaast blijft het ook goed om de mechanische eigenschappen van je materiaal goed in kaart te brengen. De twee meest gebruikte technieken hiervoor zijn tensile en impact.
Tensile
Een tensile test biedt waardevolle informatie over het mechanische gedrag van een materiaal. Tijdens deze meting wordt de stijfheid bepaald, evenals de mate van spanning en rek die een materiaal kan verdragen voordat het blijvend vervormt of breekt. Deze gegevens laten zien of het product dezelfde mechanische eigenschappen heeft als eerdere producten.
Impact
Met een impacttest kun je bepalen hoe bros jouw materiaal is. Tijdens deze test slaat een hamer met een vaste kracht tegen het sample. De hoeveelheid energie die het sample hierbij opneemt, geeft aan hoe slagvast het materiaal is. Deze test is vooral belangrijk wanneer er vaak breuk optreedt in je product of als het product regelmatig aan stoten of vallen wordt blootgesteld.
Lees meer over werken met recyclaat in onze blog: Recyclaat succesvol toepassen?
Wil je deze testen en testresultaten verder uitdiepen en leren van andere bedrijven? Meld je dan aan voor de Masterclass: Kwaliteit en Analysetechnieken Circulaire Kunststoffen
