
 Offerte aanvragen
Offerte aanvragen  Inloggen
Inloggen 
Energie-efficiënt spuitgieten: waar begin je?
Toekomstbestendig produceren betekent vandaag de dag niet meer alleen circulair denken, maar ook efficiënt omgaan met energie. Met de huidige energieprijzen in Nederland is energiereductie een bepalende factor geworden voor je concurrentiepositie.
Wij geloven dat ieder spuitgietbedrijf energie kan besparen binnen het bestaande proces. Zonder, maar ook met energiezuinige apparatuur.
In dit kennisblog nemen we je mee in wat jij vandaag al kunt doen om energiezuinig te produceren. Je ontdekt aan welke knoppen je figuurlijk én letterlijk kunt draaien om energie-efficiënt te spuitgieten.
Is een nieuwe machine de oplossing?
Wanneer energie besparen ter sprake komt, wordt vaak als eerste gekeken naar het machinepark. Moderne hydraulische, elektrische,en hydride spuitgietmachines zijn energiezuiniger dan oudere hydraulische uitvoeringen. Maar met apparatuur alleen is de energiebesparing nog niet volledig benut.
Ook met moderne machines blijft het proces bepalend. Zo kan er energiebesparing behaald worden door slimmere matrijskoeling en temperering, door het gebruik van variabele doorstromingen en temperatuurverschil (delta T) regelingen.
Daarnaast is een investering in een nieuw machinepark niet altijd direct mogelijk. In beide gevallen is het waardevol om te onderzoeken wat er binnen het bestaande proces aan energie verbruikt wordt én waar de besparingsruimte zit.
Frisse blik op bestaande processen
Vakmanschap vormt de basis van elk kunststofbedrijf. Processen zijn zorgvuldig ingericht en instellingen geven stabiliteit. Engineers begrijpen hoe machine, matrijs en materiaal elkaar beïnvloeden. Operators weten precies op welke knoppen ze moeten drukken.
Juist daarom is het interessant om het bestaande proces opnieuw te bekijken. Niet omdat instellingen verkeerd staan, maar omdat de omstandigheden veranderd zijn. Energie weegt vandaag zwaarder mee in de kostprijs dan een paar jaar geleden. Dat vraagt om een nieuwe blik op al gemaakte keuzes.
Dat betekent niet dat alles anders moet, maar wel dat het verstandig is om bewust te onderzoeken waar de besparingsruimte zit. Denk daarbij aan aanpassingen van bijvoorbeeld cilindertemperaturen, matrijs temperaturen of sluitkracht reductie. Daarbij is het uitgangspunt dat de cyclustijd wel gelijk blijft, of zelfs wordt gereduceerd. Langere productieruns kosten immers ook meer energie.
Wat kun je in het spuitgietproces beïnvloeden?
Een deel van het energieverbruik hoort bij spuitgieten. Het materiaal moet worden gesmolten, onder druk in de matrijs worden gebracht en gecontroleerd worden gekoeld. Dat is inherent aan het proces .
Maar binnen dat vaste kader maak je continu keuzes, bijvoorbeeld over:
- verwerkingstemperatuur van het materiaal
- Matrijstemperatuur
- injectie snelheid
- schroefsnelheid
- sluitkracht
- instellingen van randapparatuur
En juist in die keuzes zit de bewegingsruimte.
Speel met de marges
Veel materialen hebben een aanbevolen verwerkingstemperatuur. In de praktijk wordt vaak gekozen voor de hogere kant van dat bereik. Dat geeft zekerheid: een goede vloei dus makkelijker vullen.
Maar stel jezelf eens de vraag: is die hogere temperatuur noodzakelijk voor dit specifieke product? Of kan dezelfde kwaliteit ook bereikt worden met een lagere temperatuur?
Hetzelfde geldt voor de parameter sluitkracht. Ook die wordt tijdens het opbouwen van een proces vaak ingesteld met een comfortabele marge om stabiliteit te waarborgen en bijvoorbeeld vliesvorming tegen te gaan. Maar het opbouwen van sluitkracht kost energie, kan die sluitkracht misschien omlaag? Hoe moet je een proef starten om te kijken wat de optimale sluitkracht is?
Maak energieverbruik meetbaar
Wil je energiezuiniger spuitgieten, dan moet je eerst weten hoe jouw verbruiksprofiel eruitziet. Een energiedashboard maakt inzichtelijk wat een machine daadwerkelijk verbruikt. Moderne spuitgietmachines geven hier soms al inzicht in, maar als daar niet naar wordt gekeken wordt er ook niks bespaard. Daarmee kun je gerichter analyseren waar het reductiepotentieel zit.
Beantwoord hiermee vragen als:
- Wat verbruiken mijn machines bij de huidige instellingen?
- Wat gebeurt er met het kWh-verbruik (bijvoorbeeld per product) als de verwerkingstemperatuur wordt aangepast?
- Wat is het effect van een hogere schroefsnelheid?
- Verandert het energieprofiel wanneer de matrijstemperatuur anders wordt ingesteld?
Denk naast de spuitgietmachine zelf ook aan alle aanverwante systemen waar energie wordt verbruikt. Een machine kan efficiënt lijken te draaien, terwijl een groot deel van het energieverbruik voortkomt uit randapparatuur, momenten van stilstand of ineffeciente centrale koelsystemen. Door energieverbruik te koppelen aan procesdata ontstaat een completer beeld. Pas dan wordt energiereductie concreet en meetbaar.
Ontdek zelf de mogelijkheden van energiezuinig spuitgieten
Ben je benieuwd hoe groot het reductiepotentieel in jouw spuitgietproces is? Op 9 april laten we tijdens het Kunststof Seminar: Toekomstbestendig Produceren een praktijkcasus zien waarin we de effecten van verschillende energiebesparende maatregelen inzichtelijk maken. Je ziet daar concreet wat het betekent om parameters systematisch te onderzoeken en energieverbruik meetbaar te maken.
Wil je daarna zelf aan de slag?
Volg dan de aansluitende Masterclass Energie-efficiënt Spuitgieten op 7 mei en ga actief werken aan je eigen energiereductie. In een gecontroleerde testomgeving onderzoek je samen met andere professionals de balans tussen kwaliteit, kosten en energieverbruik. Je leert hoe je:
- machine en matrijs optimaal op elkaar afstemt
- grondstofkeuzes relateert aan energie-input
- randapparatuur kritisch beoordeelt
- procesparameters finetunet voor maximale energie-efficiëntie
Ga voor meer informatie en aanmelden naar deze pagina.
Expert Peter-Bas Schelling gaat tijdens deze diepgaande masterclass in op de cruciale keuzes die je maakt bij het opzetten én optimaliseren van een spuitgietproces, en de directe impact hiervan op het energieverbruik.
Als operator of engineer streef je naar de perfecte product kwaliteit, maar dat leidt snel tot keuzes waarbij er niet meer op het energieverbruik gelet wordt. Keuzes zoals:
- De matrijs net iets warmer om de textuur iets strakker te krijgen.
- Even iets warmer, want dan vloeit het makkelijker.
- Maximale sluitkracht, want dan weet je zeker dat je geen vlies krijgt.
Maar wat zijn de gevolgen voor de energierekening?
Wat behandelen we in deze masterclass?
We onderzoeken de balans tussen kwaliteit, kosten en verbruik door kritisch te kijken naar:
-
Machinekeuze versus Matrijs: Welke machineconfiguratie levert de optimale energie-efficiency voor jouw specifieke matrijs?
-
Grondstofselectie: Hoe beïnvloedt de keuze van jouw polymeer het benodigde energie-input en de totale kostprijs per product?
-
Randapparatuur: Welke apparatuur draagt daadwerkelijk bij aan efficiency en waar liggen de onnodige energielekken?
-
Procesparameters (Temperaturen): Het finetunen van temperaturen – en andere parameters – voor een perfect resultaat tegen de laagst mogelijke energiekosten.
Schrijf je nu in en leer hoe je als expert in de kunststofindustrie een win-win creëert: superieure productkwaliteit én een significant lagere energierekening.
Schrijf je in
Neem contact met ons op bij vragen en voor meer informatie.
De kunststofindustrie is een sector in ontwikkeling waarin precisie, efficiëntie en kwaliteit centraal staan. Spuitgieten is een complex proces met veel variabelen. Voor operators die dit proces beter willen begrijpen en sneller hun vaardigheden willen ontwikkelen, zijn de cursussen Spuitgieten 1 & 2 een waardevolle investering. Maar wat is precies het verschil tussen deze twee cursussen, en waarom zou een operator ze volgen?
Spuitgieten 1: De basis van het vak
De cursus Spuitgieten 1 is bedoeld voor beginnende operators of medewerkers die te maken hebben met spuitgieten en zich willen verdiepen in het spuitgietproces. Hierin komen de volgende onderwerpen aan bod:
- Functie en werking van de spuitgietmachine en matrijs
- Eigenschappen van kunststoffen en het effect op het proces
- Basisprincipes van het spuitgietproces
- Opstarten van de machine en monitoren van een proces
- Omstellen van een spuitgietmachine
- Herkennen van veelvoorkomende fouten en basisoplossingen
Met deze cursus krijgen operators een solide basis om veilig en efficiënt te werken met spuitgietmachines. Ze bouwen praktijkervaring op en leren hoe ze bestaande spuitgietprocessen kunnen controleren en eenvoudige problemen kunnen oplossen (met minder materiaalverlies en machinestoring tot gevolg).
Spuitgieten 2: Verdieping en proces opbouwen
De cursus Spuitgieten 2 is bedoeld voor operators en machinestellers die al ervaring hebben met spuitgieten en hun kennis willen uitbreiden. Tijdens deze cursus wordt er dieper ingegaan op:
- Het controleren van je apparatuur, gereedschap en grondstof
- Verdieping in de samenhang van procesvariabelen
- Opzetten en instellen van een spuitgietproces
- Instellen van bewakingen en proces monitoring
- Het oplossen van spuitgietfouten
- Eenvoudige berekeningen
Met deze cursus wordt een bredere basis voor doorgroei of meer verantwoordelijkheid gelegd. De operator krijgt kennis en hulpmiddelen om op een gestructureerde manier een spuitgietproces op te bouwen voor nieuwe matrijzen en grondstof combinaties.
Waarom zou een operator deze cursussen volgen?
- Productkwaliteit: Een operator die het spuitgietproces begrijpt kan defecten voorkomen en zorgt voor een stabiele productkwaliteit. Daarnaast zorgt een gestructureerde proces opbouw voor een zo groot mogelijk proces venster.
- Efficiënter werken: Door beter inzicht in het proces kan er met minder materiaalverlies en stilstand geproduceerd worden.
- Loopbaanontwikkeling: Operators met gespecialiseerde kennis zijn beter gemotiveerd, nemen meer verantwoordelijkheid en kunnen meedenken in verbetering.
- Kostenbesparing: Minder fouten, minder verspilling en minder stilstand zorgen voor lagere productiekosten.
Conclusie
Of de operator nu net begint in de kunststofindustrie of al jaren ervaring heeft, een cursus Spuitgieten 1 of Spuitgieten 2 is een slimme keuze. Door deze trainingen te volgen, kunnen operators niet alleen hun eigen vaardigheden verbeteren, maar dragen ze ook bij aan een efficiëntere en duurzamere productie. Investeren in kennis is investeren in de toekomst!
Meer informatie over de cursussen Spuitgieten 1 & 2 vind je op de website van Stodt. Neem vrijblijvend contact op met Peter van Barneveld als je meer wil weten over de trainingen die door en bij Polymer Science Park gegeven worden.
Heb je ooit geprobeerd om recyclaat te gebruiken, maar produceerde je vooral afgekeurde producten? Kan het zijn dat recyclaat met dezelfde MFI (Melt Flow Index) toch anders vloeit tijdens verwerking dan virgin kunststof? In dit kennisblog gaan we in op de oorzaken van afwijkend vloeigedrag van recyclaat, hoe je dit kunt meten en, belangrijker nog, wat je kan doen tijdens verwerking.
Het vloeigedrag van recyclaat kan een grote uitdaging vormen in productieprocessen zoals spuitgieten en extruderen. Waar virgin kunststoffen een consistent en voorspelbaar vloeigedrag vertonen, kan dit bij recyclaat variëren en voor verrassingen zorgen.
Oorzaken van afwijkend vloeigedrag bij recyclaat
De belangrijkste oorzaak van afwijkend vloeigedrag bij recyclaat, is de vervuiling van andere grades. Neem bijvoorbeeld High Density Polyethyleen (HDPE). Een HDPE grade die ontwikkeld is voor een shampoofles, heeft andere vloei-eigenschappen dan een HDPE gebruikt voor een krat. Polymeer ketens in virgin kunststoffen zijn meestal mooi gelijkmatig verdeeld in lengte. Bij recyclaat kunnen deze ketens onregelmatiger zijn, omdat er verschillende bronnen (grades) gemengd met elkaar zijn. Daarnaast zijn de ketens van recyclaat gemiddeld gezien iets korter, omdat ze tijdens het recyclingproces af kunnen afbreken. Ook dit zorgt ervoor dat recyclaat zich anders gedraagt dan virgin, de ketenlengte heeft namelijk invloed op het vloeigedrag.
Afwijkende vloei herkennen
Afwijkingen in vloeigedrag kunnen bij het produceren met recyclaat tot de volgende uitdagingen leiden:
1. Wisselende matrijsvulling
De hoeveelheid materiaal die in de mal gespoten wordt (het shotvolume) kan wisselen wanneer het vloeigedrag fluctueert. Hierdoor kunnen producten soms ongevuld of juist overvol (risico vliesvorming) zijn.
2. Verschil in druk
Wisselend vloeigedrag kan leiden tot een verhoging of verlaging van je druk in het spuitgietproces.
Door het herkennen van een afwijkende viscositeit ten opzichte van virgin, kan je tijdens het proces bij proberen te sturen. Een aantal parameters waarmee bijgesteld kan worden zijn inspuitsnelheid, shotvolume of verwerkingstemperatuur. Bedrijven die hun procesvenster duidelijk hebben, weten hoe veel ze kunnen bijsturen met deze parameters tijdens het proces.
Voorkomen van problemen; meet vloeigedrag!
Problemen in productie veroorzaakt door vloeigedrag kan je het beste voorkomen door vooraf het materiaal te analyseren. Daarvoor zijn verschillende methoden beschikbaar. We hebben de meest gebruikte technieken voor je op een rij gezet en het meetbereik in de onderstaande grafiek verwerkt:
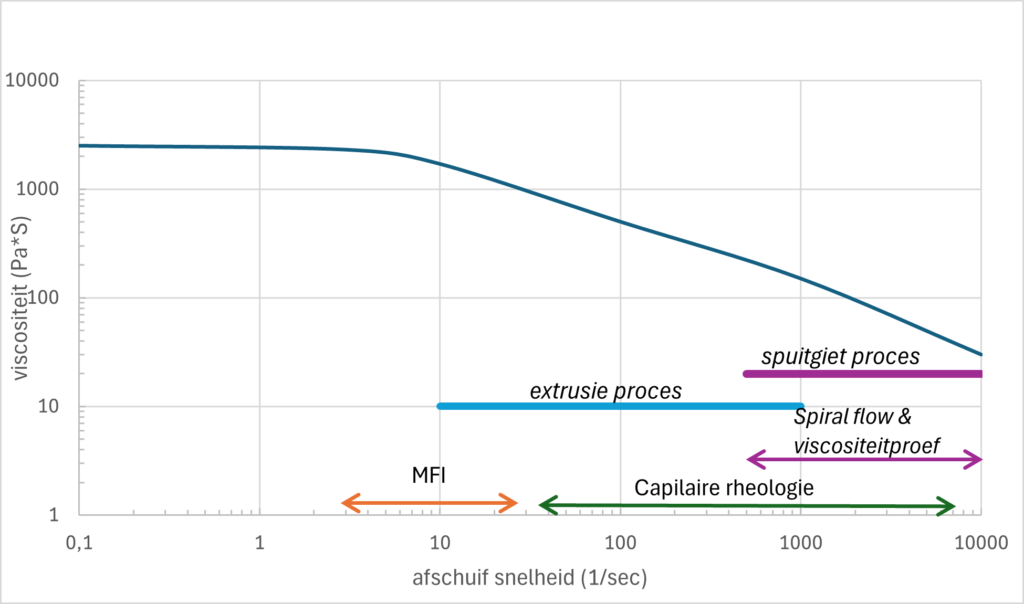
MFI (Melt Flow Index)
De MFI staat toch al in de datasheet? Dat klopt. MFI is de meest voorkomende opgegeven indicatie van je vloeigedrag. Wanneer er op een datasheet een bereik weergegeven is, kan het waardevol zijn dit na te meten. Bij deze meting wordt er onder een verhoogde temperatuur een gewicht, (voorgeschreven in ISO-normen) op het materiaal gedrukt. Er wordt vervolgens gewogen hoeveel materiaal er in 10 minuten uit vloeit. Omdat dit bij lage afschuifspanning (zie kader) is, kan het zijn dat een recyclaat dezelfde MFI heeft, maar zich toch nog anders gedraagt in productie, onder hoge afschuifspanning.
Voordeel:
- Deze test geeft in de basis een snelle indicatie van de viscositeit.
Nadelen:
- Deze test houdt geen rekening met de hoge afschuifsnelheden in productie.
- Het geeft slechts een indicatie van het vloeigedrag onder specifieke omstandigheden.
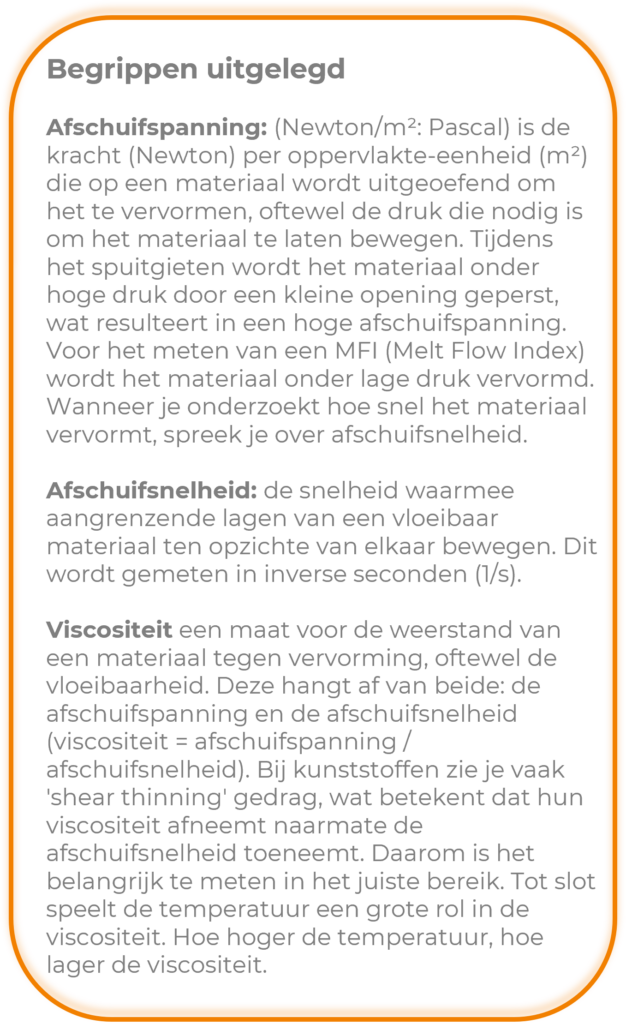
Capillaire reometrie
Deze geavanceerde methode wordt uitgevoerd op een speciale reometer. Het monstermateriaal wordt in een verwarmde cilinder gebracht waarin met een plunjer verschillende snelheden worden aangebracht. Afhankelijk daarvan meet je de druk en daarmee de viscositeit bij wisselende afschuifsnelheden. Hierdoor krijg je een volledige viscositeitscurve, een voorbeeld daarvan vind je hieronder. Je kunt dit op meerdere temperaturen herhalen.
Voordelen:
- Deze test meet de viscositeit bij verschillende afschuifsnelheden en temperaturen
- Ideaal als je weinig testmateriaal beschikbaar hebt
- Geeft een volledige viscositeitscurve
Nadeel:
De test wordt uitgevoerd op een testapparaat en is redelijk bewerkelijk en duur vergelijken met MFI. Tevens moet je de uitkomsten kunnen interpreteren. Je krijgt met de uitkomsten nog geen inzichten waarmee je je machines goed in kan stellen.
Spiral flow
Dit is vergelijkbaar met de capillaire reometrie. Deze techniek voer je uit op een spuitgietmachine. Met deze techniek spuit je het monstermateriaal, met verschillende inspuitsnelheden, in een spiraalmatrijs. Vervolgens meet je hoe ver de spiraalmatrijs gevuld is. Hoe beter het materiaal vloeit, des te verder zal de spiraal gevuld zijn. Zo kun je verschillende materialen met elkaar vergelijken.
Overige voordelen:
- Vergelijkt materialen onder praktijkomstandigheden
- Meet de vloeilengte in relatie tot de in spuitsnelheid
- Simuleert het werkelijke productieproces
Nadeel:
Relatief kostbaar, tijdsintensief en je moet de machine ombouwen na de test om weer normale producten te maken.

Spiral Flow matrijs. Bron: Axxicon
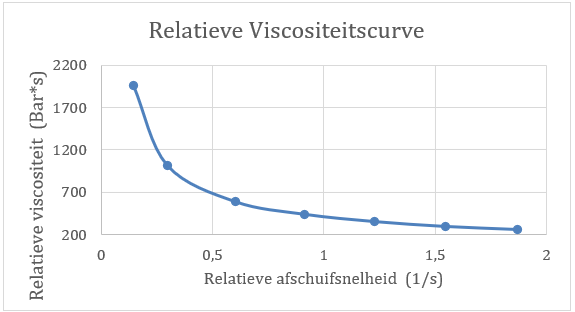
Viscositeitsproef PSP
Deze methode combineert elementen van capillaire reologie en spiral flow.Net als bij de spiral flow, varieer je de inspuitsnelheid. Je meet echter niet hoeveelheid materiaal die er uitkomt, maar de druk. Hiermee krijg je een relatieve viscositeitscurve, vergelijkbaar met capillaire rheologie. Omdat je dit op je eigen machines en matrijs kunt uitvoeren, kun je de gemeten parameters meteen toepassen in productie.
Voordelen:
- Uitgevoerd op je eigen machines
- Meet relatieve viscositeit in verhouding tot je specifieke machine, matrijs en instellingen
- Toont bij welke inspuitsnelheid en druk de viscositeit stabiel is
- Geen ombouw van de machine nodig na de test
Nadelen:
- Kan meer tijd en materiaal kosten
- Resultaten zijn matrijs en machine afhankelijk, je meet niet de absolute afschuifsnelheid en viscositeit, maar een relatieve waarde
Ons advies
Door deze verschillende methoden te combineren, krijg je een compleet beeld van het vloeigedrag van recyclaat. Begin met een MFI-test voor een snelle indicatie of selectie van materiaal. Vervolgens is het aan te raden om vloeigedrag van recyclaat en virgin te vergelijken met diepgaandere analyse methode.
Stel je machines zorgvuldig in
Recyclaat kan wisselend vloeigedrag vertonen, wat betekent dat je misschien het shotvolume en de inspuitsnelheid moet aanpassen om te voorkomen dat producten halfgevuld of overvol raken. Het is belangrijk om te weten bij welke instellingen de vloei stabiel en betrouwbaar blijft. Gebruik daarom de resultaten uit de eerdere proeven (als de viscositeitsproef) om je machines optimaal in te stellen.
Train je productieteam
Zelfs met de juiste materiaalkeuze en machine-instellingen kunnen er tijdens de productie nog verschillen in vloeigedrag ontstaan. Door je operators goed op te leiden kunnen ze het proces bij sturen op de eerder genoemde parameters.
Ervaar je nog steeds problemen?
Als je na deze stappen nog steeds problemen ondervindt, dan kun je overwegen om samen met recyclers het vloeigedrag aan te passen. Bijvoorbeeld door het toevoegen van peroxiden tijdens het extruderen of door recyclaat te mengen met virgin materiaal. Hierover meer in ons volgende blog.
Nu je de oorzaak van het afwijkende gedrag kent, weet welke meetmethoden toe kunt passen én de oplossingen kent, heb je alle handvatten om recyclaat succesvol te integreren in je product. Veel succes!
Meer weten
Heb je vragen over het vloeigedrag van recyclaat of wil je advies over de beste aanpak voor jouw product en proces? Neem dan contact met ons op, we helpen je graag verder.
Vier gemotiveerde cursisten van een deeltijd studie hebben de cursus ‘Kunststoffen & Rubber Industriële Processen’ gevolgd. Deze cursus werd gezamenlijk door Polymer Science Park (PSP) en Deltion College verzorgd. Deze hybride vorm van opleiden door bedrijfsleven en onderwijsinstelling resulteert in een duurzame relatie waarin kennisoverdracht tussen studenten en het mkb in de regio centraal staan. Een initiatief dat de Federatie Nederlandse Rubber– en Kunststofindustrie (NRK) van harte ondersteunt.
Theorielessen werden ’s ochtends op locatie bij PSP gegeven. In de eerste middagen gingen de studenten op bedrijfsbezoek bij PSP-deelnemers Dyka, Rollepaal, Kornelis Caps & Closures en Alpla. Kennismaking met deze bedrijven slaat een brug tussen opleiding en praktijk.
Tijdens de praktijkmiddagen gingen de studenten een kunststof product compounderen en vervolgens spuitgieten en analyseren.
Met analyseapparatuur werken en het testen, is weer eens wat anders.
Dit pasten ze toe in hun eindopdracht waarin ze volgens eigen werkplan van een recyclaatmengsel in twee dagen een demoproduct met de gewenste eigenschappen maakten. Leuk om zelf een werkplan te mogen maken om tot een eindproduct te komen.
Leven Lang Ontwikkelen
Gezien het enthousiasme van zowel studenten als docenten van Deltion College en PSP, wordt deze pilot in het komende collegejaar herhaald. Deltion gaat deze training voor de aanpak Leven Lang Ontwikkelen aanbieden. Voor meer informatie, neem contact op met Matthijs de Jonge. Alle studenten hebben de opdracht met goed gevolg afgerond.
Verder praten over dit mooie project en andere mogelijkheden bij PSP? Neem dan contact op met onze projectleider Martijn Oversteegen.
