
 Offerte aanvragen
Offerte aanvragen  Inloggen
Inloggen 
Polymer Science Park nu officieel ISO 9001-gecertificeerd
Met trots mogen we delen dat Polymer Science Park ISO 9001:2015 gecertificeerd is door Kiwa. 
Deze certificering is een kroon op ons harde werk. Hiermee tonen we aan dat we voldoen aan alle vereisten voor ons toepassingsgebied: Het ontwikkelen en aanbieden van oplossingen voor toekomstbestendige kunststofproducten, door middel van testen, onderzoek, advies en training voor bedrijven in de kunststofverwerkende industrie wereldwijd.
Heb je vragen over ons of de certificering? Neem dan contact met ons op.
Samen met toonaangevende partners werken we aan het project Optiprint. Met dit project willen we Additive Manufacturing (AM), in het bijzonder 3D-printen, veiliger, efficiënter en kosteneffectiever maken.
Lees er meer over op de onderstaande poster.

Heb je vragen over dit mooie project? Neem dan contact op met projectleider Daan Jongerius.
In de kunststofindustrie werkt vrijwel iedereen aan dezelfde uitdagingen. Van het toepassen van recyclaat tot het testen, het opleiden van werknemers en het efficiënter maken van processen. Toch proberen veel bedrijven nog vaak opnieuw het wiel uit te vinden. Zonde, vinden wij. Want door kennis en ervaringen te delen, gaat innoveren veel sneller.
Om de kunststoftransitie écht te versnellen, is een sterk netwerk cruciaal. Binnen het Polymer Science Park (PSP)-netwerk doen we het daarom anders. In dit artikel lees je hoe het PSP-netwerk bedrijven helpt om kennis te delen, samen te werken en sneller te innoveren.
Een netwerk voor en door de kunststofindustrie
Netwerken zijn er volop. Maar een netwerk dat volledig draait om de kunststofindustrie zie je weinig. Bedrijven uit de hele keten ontmoeten elkaar hier: van kunststofverwerkers, grondstof producenten en technologieleveranciers tot kennisinstellingen en startups.
Het netwerk bestaat uit ongeveer 50 organisaties. Op onze netwerkpagina zie je welke organisaties al aangesloten zijn, zoals Wavin, Wittenburg, Deltion College en vele anderen. Wat hen verbindt is de behoefte om kennis te verdiepen, nieuwe samenwerkingen aan te gaan en ontwikkelingen in de sector op de voet te volgen. Veel leden delen daarbij ook hun eigen praktijkervaringen. Niet alleen de successen, maar juist ook de lessen uit projecten en ontwikkelingen.
Evenementen waar de industrie samenkomt
Voor veel professionals in de kunststofindustrie zijn onze bijeenkomsten dé plek om nieuwe inzichten op te doen en vakgenoten te ontmoeten. We organiseren meerdere evenementen per jaar rond actuele thema’s zoals recyclaat, recycling, biobased materialen en toekomstbestendig produceren. Dat doen we in de vorm van seminars, masterclasses en netwerkbijeenkomsten waar professionals uit de hele keten samenkomen.
Een van de jaarlijks terugkerende evenementen is het Kunststof Seminar. Tijdens dit seminar delen experts en koplopers uit de industrie hun inzichten, innovaties en praktijkervaringen. Voor veel professionals uit de sector is dit hét moment om te horen wat er speelt en om in gesprek te gaan met collega’s uit de industrie.
Daarnaast organiseren we gedurende het jaar verschillende andere bijeenkomsten, zoals verschillende masterclasses en kennissessies over actuele thema’s binnen de sector, zoals energie-efficiënt produceren, matrijzen en de laatste kunststof analyse technieken.
Benieuwd welke evenementen eraan komen? Bekijk onze agenda
Samen van idee naar innovatie
Tijdens netwerkgesprekken ontstaan vaak mooie nieuwe ideeën en samenwerkingen. Soms hebben die een extra zet nodig om verder te komen. Daarom brengen wij bedrijven uit ons netwerk samen rondom concrete vraagstukken.
Wanneer een onderwerp meerdere organisaties raakt, vormen we een consortium van bedrijven (vaak in een ketensamenwerking) die willen meewerken. PSP helpt met het vinden van de juiste subsidie ondersteuning.
Binnen de eigen labs en productieomgevingen, maar ook in de PSP labs, kunnen ideeën vervolgens worden getest en verder ontwikkeld. Voorbeelden van trajecten waarin we samen met deelnemers werken aan ketenvraagstukken zoals CPNL tapijtrecycling en CPNL RePlace.
Maar verbinden gebeurt ook heel praktisch. Regelmatig horen we dat een bedrijf werkt aan een nieuwe ontwikkeling, bijvoorbeeld een materiaal, product of toepassing. Dan kijken wij direct binnen het netwerk: wie heeft de kennis, technologie of productiecapaciteit om verder te helpen?
Omdat we de bedrijven en hun expertise goed kennen, kunnen we snel de juiste partijen met elkaar verbinden.
Technische verdieping wanneer je die nodig hebt
Loop je vast op materiaalkeuze, procesinstellingen of productontwikkeling? Als lid van het PSP-netwerk kun je sparren met een van onze materiaal- of procesengineers. Zij denken met je mee over technische vraagstukken en helpen je om keuzes te maken die in de praktijk werken. Een onafhankelijke specialist die jouw processen begrijpt, met een frisse blik naar technische uitdagingen kijkt en deze vertaalt naar direct toepasbare oplossingen.
Voor veel bedrijven is juist die combinatie waardevol: leren van andere organisaties in de sector, nieuwe inzichten opdoen tijdens evenementen en kennissessies en tegelijkertijd technische vraagstukken laten doorgronden. Zo biedt het PSP-netwerk verschillende manieren om kennis te verdiepen en innovatie te versnellen.
Zichtbaarheid binnen de sector
Werk je aan een product of project dat gezien mag worden? Binnen het PSP-netwerk krijgen leden verschillende mogelijkheden om hun projecten en innovaties te delen met andere organisaties in de kunststofindustrie. Bijvoorbeeld door een project te presenteren tijdens een evenement, een ontwikkeling uit te lichten in onze nieuwsbrief of via onze andere online kanalen. Zo leren andere organisaties in het netwerk jouw bedrijf beter kennen.
Samengevat: wat levert het PSP-netwerk je op?
Kortom, als deelnemer van het PSP-netwerk krijg je toegang tot een actieve, groeiende community binnen de kunststofindustrie en tot verschillende vormen van ondersteuning om je bedrijf verder te ontwikkelen. Denk bijvoorbeeld aan:
- netwerk- en kennisevenementen waar professionals uit de hele keten samenkomen;
- toegang tot testfaciliteiten en R&D-ondersteuning;
- een materiaal- of procesengineer als technische sparringpartner;
- een exclusief captainsdiner;
- zichtbaarheid voor jouw bedrijf via onze website, blog, nieuwsbrief en evenementen;
- gratis naar het Kunststof Seminar, netwerk- en subsidiebijeenkomsten.
- korting op masterclasses, maatwerk trainingen en het Nationaal Kunststof Congres;
- en updates over innovaties en subsidiemogelijkheden binnen de sector.
Bekijk hier welke mogelijkheden er zijn voor jouw bedrijf.
Kunststofverwerkende bedrijven staan voor een nieuwe realiteit: steeds vaker moet er gewerkt worden met gerecycled kunststof. Een mooie stap richting circulariteit, maar ook een uitdaging. Waar virgin materiaal voorspelbaar is en volgens vaste specificaties geleverd wordt, kan recyclaat per batch verschillen in samenstelling, vloei-eigenschappen en zuiverheid.
Daarom is het belangrijk extra scherp te zijn op de ingangscontrole (korrel, regrind of flakes) van hergebruikt kunststof. Kleine variaties in het materiaal kunnen grote gevolgen hebben voor de krimp, het vulgedrag en zelfs het uiterlijk van jouw producten.
De drie vragen die gesteld moeten worden bij het ontvangen van een nieuwe batch gerecycled materiaal zijn:
- Welke vervuiling zit er in het recyclaat?
- Gedraagt het materiaal zich in de machine zoals verwacht?
- Hebben de uiteindelijke producten nog steeds dezelfde kwaliteit?
In deze blog lees je hoe je dit aanpakt en welke testen hiervoor essentieel zijn.
Welke vervuiling zit er in het recyclaat?
Zodra je een materiaalbatch binnenkrijgt, wil je als eerste weten of het materiaal echt PP, PE of ABS is zoals de leverancier beweert. Maar ook of er eventueel vervuilingen aanwezig zijn.
Bij het werken met recyclaat is namelijk het grootste risico de aanwezigheid van vervuilingen. De vervuilingen kunnen we indelen in twee type vervuilingen, namelijk;
- polymeer vervuilingen
- anorganische vervuilingen (denk aan zand, krijt, metaal etc.).
Deze vervuilingen kunnen voor problemen zorgen tijdens de verwerking, maar kunnen ook een negatief effect hebben op de kwaliteit van je product. Het is daarom van belang om dit goed in kaart te brengen voor je begint met produceren.
Polymeer vervuilingen
Recyclaat wordt zo goed mogelijk gescheiden, helaas blijven er vaak nog wat polymeervervuilingen achter zoals PE in PP. Deze vervuilingen kunnen we identificeren met behulp van DSC, FTIR of Madscan.
FTIR
geeft ons direct een chemische vingerafdruk van het materiaal. FT-IR is een snelle eerste check: binnen enkele minuten weet je of de batch klopt met de inkoopafspraken. Hierdoor weet je dat de korrel die de machine in gaat ook daadwerkelijk de juiste is.
Daarnaast kun je op basis van de FTIR ook eventuele vervuilingen detecteren. Hierbij is het van belang om te kijken welke pieken zitten er extra of juist niet in mijn vingerafdruk en om welke chemische verbindingen gaat dit precies. De interpetatie hiervan is soms best ingewikkeld. Tijdens de Masterclass: Kwaliteit en Analysetechnieken Circulaire Kunststoffen leer je hoe je dit moet interpreteren.
DSC
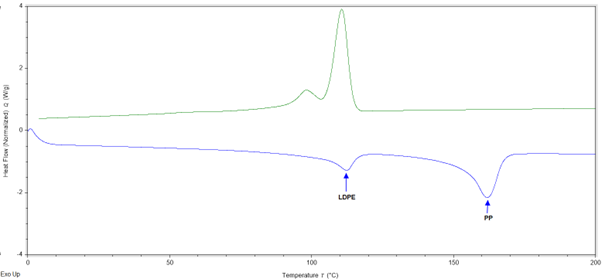
Met DSC (Differential Scanning Calorimetry) worden de temperatuur overgangen van een materiaal in kaart gebracht. Zo kun je onder meer het smeltpunt of de glasovergangstemperatuur (Tg) vaststellen. Omdat elk kunststoftype een specifiek smeltpunt heeft, kun je met deze gegevens verifiëren of het materiaal daadwerkelijk overeenkomt met wat de leverancier beweert.
Naast het identificeren van het polymeertype kun je ook de polymeervervuilingen hierin analyseren. De DSC laat namelijk extra smeltpieken zien als er vervuiling aanwezig is. Dit is ook in onderstaande afbeelding weergegeven. Dit geeft een indicatie, maar geen exact resultaat.
Het nadeel van een DSC is dat slechts 5-10 mg getest wordt . Daarnaast duurt een meting 2 tot 3 uur terwijl je met een FTIR meting binnen 5 minuten resultaat hebt. Als gewerkt wordt met regrind dan kan het zijn dat de flakes uit verschillende materialen bestaan. Het is dan niet mogelijk om met DSC de verschillende materialen te detecteren.
MADSCAN®
Een van de recente ontwikkelingen om grotere hoeveelheden materiaal te testen is de MADSCAN®. Dit is een thermische analysemethode voor het identificeren van polymeerfracties in materiaalstroommonsters. Door gebruik te maken van 250 sensoren wordt het smelt- en kristallisatiegedrag van een monster (50 gram) nauwkeurig in kaart gebracht.
Belangrijkste technische voordelen:
- Representativiteit: De monstergrootte van 50 gram maakt de techniek geschikt voor diverse kwaliteiten materiaal, van flakes en granulaat tot folies en agglomeraat.
- Procesoptimalisatie: Door de nauwkeurige zuiverheidsmeting is in specifieke gevallen direct extruderen naar een eindproduct mogelijk, zonder tussenliggende compoundeerstap.
- Materiaalbehoud: Het overslaan van een extra thermische cyclus beperkt de mechanische en thermische degradatie van polymeerketens, wat de mechanische eigenschappen van het eindproduct ten goede komt.
Conclusie
Een DSC-meting wordt vaak samen met een FTIR-meting gedaan om een volledig beeld van het monster te krijgen en een goede inschatting van de bestandsdelen te maken. Helaas meet je met deze twee technieken maar 1 granulaatkorrel of flake per analyse. Bij de madscan analyseer je 50 gram wat een beter beeld geeft van je totale batch.
Anorganische vervuilingen
In recyclaat zitten naast polymeervervuilingen vaak ook anorganische vervuilingen zoals krijt, metaal of zand. Het is belangrijk om te weten hoeveel en met welke vervuiling je te maken hebt. De hoeveelheid anorganische vervuilingen kan namelijk lijden tot verminderde mechanische eigenschappen en de aanwezigheid van metaal of zand vergroot slijtage aan je verwerkingsapparatuur. De hoeveelheid anorganische vervuilingen kun je laten bepalen door o.a. het asrest gehalte.
Asrest
Met een asrest bepaling wordt het sample verwarmd tot >600°C. Hierbij verbranden alle organische verbindingen tot dat er geen gewichtsafname meer is en alle anorganische verbindingen over zijn gebleven. Door middel van het wegen voor en na de asrest bepaling kan het asrest percentage worden bepaald. Vervolgens kan het asrest eventueel met FTIR, SEM-EDX of XRF worden geidentificeerd.
Gedraagt het materiaal zich in de machine zoals verwacht?
Als je met recyclaat gaat werken wil je eigenlijk ook graag weten hoe je materiaal zich in productie gedraagt. Om hier een beeld van te krijgen moet je weten wat de reologie is van je materiaal. Dit wil zeggen dat je kijkt hoe makkelijk (of moeilijk) je materiaal vloeit onder bepaalde omstandigheden. Een parameter waar je hiervan een indicatie krijgt is de MFI.
MFI
Voor de dagelijkse productie is (MFI) een zeer belangrijke parameter.
MFI-metingen zijn onmisbaar om de stroperigheid (viscositeit) en daarmee de verwerkbaarheid van het materiaal te beheersen. Een afwijking in de MFI betekend:
- Verandering in vultijd
- Te hoge of te lage druk
- Onvoorspelbare krimp
- Afwijkende cyclustijd
Daarom meten we bij elke batch de MFI-waarde en de afwijking ten opzichte van eerdere batches. Een kleine afwijking kan al zorgen voor merkbaar andere productkwaliteit. Wil je hier meer over weten lees ook deze blog over afwijkend vloeigedrag van recyclaat
Hebben de uiteindelijke producten nog steeds dezelfde kwaliteit?
Naast je ingangscontrole wil je natuurlijk ook weten of de kwaliteit van je producten hetzelfde blijft. Met goede analyses vooraf borg je al een groot deel van de productkwaliteit.Hierdoor sluit je al veel problemen eerder uit. Daarnaast blijft het ook goed om de mechanische eigenschappen van je materiaal goed in kaart te brengen. De twee meest gebruikte technieken hiervoor zijn tensile en impact.
Tensile
Een tensile test biedt waardevolle informatie over het mechanische gedrag van een materiaal. Tijdens deze meting wordt de stijfheid bepaald, evenals de mate van spanning en rek die een materiaal kan verdragen voordat het blijvend vervormt of breekt. Deze gegevens laten zien of het product dezelfde mechanische eigenschappen heeft als eerdere producten.
Impact
Met een impacttest kun je bepalen hoe bros jouw materiaal is. Tijdens deze test slaat een hamer met een vaste kracht tegen het sample. De hoeveelheid energie die het sample hierbij opneemt, geeft aan hoe slagvast het materiaal is. Deze test is vooral belangrijk wanneer er vaak breuk optreedt in je product of als het product regelmatig aan stoten of vallen wordt blootgesteld.
Lees meer over werken met recyclaat in onze blog: Recyclaat succesvol toepassen?
Wil je deze testen en testresultaten verder uitdiepen en leren van andere bedrijven? Meld je dan aan voor de Masterclass: Kwaliteit en Analysetechnieken Circulaire Kunststoffen
Kunststofbedrijven in Gelderland krijgen toegang tot een groeiend netwerk voor innovatie en samenwerking. Dutch Circular Polymer Valley (DCPV), dat zich de afgelopen jaren in Overijssel heeft ontwikkeld tot dé broedplaats voor circulaire kunststofinnovatie, breidt uit naar Gelderland. Met deze investering groeit het cluster door tot één sterk ecosysteem in Oost-Nederland, waarin ondernemers sneller kunnen innoveren, samenwerken en nieuwe marktkansen benutten.
De kunststofverwerkende industrie is een belangrijk onderdeel van de maakindustrie. Naast het verdienvermogen en de werkgelegenheid die de sector creëert is het ook van strategisch belang voor sectoren als hightech, bouw, agrofood, zorg en metaal-elektro. Tegelijkertijd staat de kunststofverwerkende industrie onder druk. Bedrijven kampen met stijgende energie- en arbeidskosten en zijn sterk afhankelijk van fossiele grondstoffen uit het Midden-Oosten, Azië en de Verenigde Staten. Daarnaast groeit de maatschappelijke en politieke druk door milieuproblemen zoals plasticvervuiling, CO₂-uitstoot en PFAS.
De overstap naar circulaire of biobased kunststoffen zijn nog niet vanzelfsprekend, ondanks de ontwikkelingen in Europese regelgeving. Traditionele (‘virgin’) plastics zijn vaak goedkoper en de businesscase voor duurzame alternatieven is niet altijd direct rendabel. Juist daardoor vraagt de toekomst om scherpe keuzes: hoe blijf je concurrerend, houd je grip op je grondstoffen en speel je in op veranderende markteisen?
In 2050 volledig circulair
Bedrijven, kennisinstellingen en overheden werken daarom sinds 2019 binnen Dutch Circular Polymer Valley (DCPV) samen aan een kunststofketen waarin circulariteit de maatstaf is en bedrijven ook op de lange termijn concurrerend blijven.
Dit sluit aan bij zowel de nationale ambitie om in 2050 volledig circulair te zijn, als bij de regionale doelstellingen van de provincies Gelderland en Overijssel. Beide provincies streven naar een forse reductie van het gebruik van primaire grondstoffen – circa 50% in 2030 – en een volledig circulaire economie in 2050.
Voor de kunststofsector betekent dit concreet: minder afhankelijkheid van virgin plastics, het toepassen van recyclaat, de ontwikkeling van duurzame materialen en samenwerking in productketens. DCPV ondersteunt bedrijven met toegepast onderzoek, business development, training en het bouwen van consortia rondom concrete innovatievragen.
Gelderland versterkt het ecosysteem
Met steun vanuit de Regio Deal Zwolle en de provincie Overijssel is de afgelopen jaren stevig geïnvesteerd in netwerkvorming, ketensamenwerking en innovatieprojecten. Dat fundament staat. Met de investering van de provincie Gelderland wordt het bestaande netwerk verrijkt met nieuwe kennis en industriële kracht. Gelderland brengt onder meer Wageningen University & Research in op het gebied van biobased materialen en een sterke kunststof- en rubbersector met bedrijven als Trioworld, Bewi-Synbra, Timmerije, Klein Mechaniek, HSV, Leadax, Artech, Tyromer en andere koplopers.
“Gelderland heeft een sterke maakindustrie en een toonaangevende kennispositie,” zegt Helga Witjes, gedeputeerde van de Provincie Gelderland. “Door aan te sluiten bij Dutch Circular Polymer Valley bundelen we onze krachten met Overijssel. Als provincie zien wij dat ondernemers willen verduurzamen, maar dat de markt hen daar nog onvoldoende voor beloont. Juist daarom investeren wij in het organiserend vermogen en samenwerking.”
Ondersteunen van bedrijven
Met de uitbreiding naar Gelderland gaat Oost NL als uitvoerder van het programma, in samenwerking met Polymer Science Park (PSP) en Wageningen UR, actief aan de slag met:
- het in kaart brengen en verbinden van het Gelderse kunststof-ecosysteem;
- het ondersteunen van bedrijven bij hun innovatievragen;
- het bouwen van consortia rondom circulaire ketenprojecten;
- het organiseren van gezamenlijke activiteiten en workshops;
- het opzetten en versnellen van concrete innovatieprojecten.
Het eerste project is al begonnen en richt zich op de recycling van EPDM-rubber. Daarmee wordt direct invulling gegeven aan de ambitie om circulaire oplossingen niet alleen te verkennen, maar daadwerkelijk te realiseren. Ondernemers die willen aanhaken, kunnen zich nog aanmelden.
Bedrijven die eerder bij DCPV betrokken waren, geven aan dat het programma helpt om sneller en gerichter stappen te zetten. Zo vertelt Emmelien Regeling, algemeen directeur van RPP Kunststofoplossingen en voorzitter van NRK-PVT:
“Via DCPV hebben we ons innovatievraagstuk veel scherper gekregen en zijn we gekoppeld aan partners die we zelf niet zo snel hadden gevonden. Dat heeft ons traject versneld. Voor ondernemers die circulair willen innoveren maar zoeken naar de juiste ingang of samenwerking, is dit absoluut de moeite waard.”
Samenwerking in Oost-Nederland
“Wat we in Overijssel hebben neergezet laat zien dat samenwerken in de kunststofketen daadwerkelijk zorgt voor innovatie en nieuwe kansen voor bedrijven,” zegt Erwin Hoogland, gedeputeerde van de provincie Overijssel. “Door ook met Gelderland samen te werken maken we het netwerk sterker en kunnen we meer betekenen voor heel Oost-Nederland. Want deze transitie stopt natuurlijk niet bij de provinciegrens.”
Zo ontwikkelt DCPV zich verder tot een krachtig, provincie-overstijgend cluster dat bijdraagt aan de nationale en Europese circulaire doelstellingen. Door regionale sterktes te bundelen en ondernemers actief te ondersteunen, wordt gewerkt aan een industrie die klaar is voor de toekomst.
Meer weten of aansluiten?
Werk je in de kunststofverwerkende industrie en wil je aan de slag met thema’s als grondstofzekerheid, prijsontwikkelingen, automatisering of digitalisering? Sluit je aan bij Dutch Circular Polymer Valley. Neem voor meer informatie contact op met Erwin Zant (PSP) of Martijn Kerssen (Oost NL).
Zoek je financiering voor jouw start- of scale-up of ken je een start- of scale-up waarvoor dit interessant is in de Groene Chemie en Circulariteit?
Meld je dan aan om jouw bedrijf te presenteren voor een panel van investeerders en experts. Er zijn nog enkele plekken beschikbaar.
Geselecteerde bedrijven pitchen voor investeerders en het aanwezige publiek. Het panel van investeerders en experts geven constructieve feedback op de businesscase. Zelfs als je niet zelf presenteert, biedt deze masterclass een unieke kans om te leren van de pitches en in het bijzonder van de feedback van investeerders.
Tijdens de masterclass is er daarnaast volop gelegenheid om jouw netwerk te verbreden. Naast het panel nodigen we ook graag andere investeerders in de Groene Chemie en Circulariteit uit om aanwezig te zijn in het publiek.
Programma
| 13:00 - 14:30 uur | Bezoek labs Polymer Science Park (optioneel) |
| 14:00 - 14:30 uur | Inloop |
| 14:30 - 14:40 uur | Welkom en introductie Polymer Science Park |
| 14:40 - 14:45 uur | Introductie Energie Fonds Overijssel |
| 14:45 - 14:55 uur | Introductie investeerderspanel: - Radboud Dood - Energiefonds Overijssel - Leo Holwerda - Damien van der Bijl - Capricorn - Peter val Gelderen - ICOS Capital |
| 14:55 - 15:07 uur | Pitch 1: Implican BV, Ivo Kooijman |
| 15:07 - 15:19 uur | Pitch 2: Mediventic BV, Marco Cevat |
| 15:19 - 15:31 uur | Pitch 3: VLCI BV, Sander van Loon |
| 15:31 - 15:43 uur | Pitch 4: Young Polymer, Rik Weersink |
| 15:43 - 15:55 uur | Pitch 5: |
| 15:55 - 16:07 uur | Pitch 6: |
| 16:07 - 16:10 uur | Afsluiting |
| 16:10 - 17:00 uur | Networking |
Aanmelden
Pitchen: Wil je jouw bedrijf pitchen tijdens de bijeenkomst? Meld je dan aan bij René Reijtenbagh door te mailen naar: reijtenbagh@businessangelsconnect.nl
De pitches duren 7 minuten met daarna 5 minuten Q&A.
Aanmelden als toeschouwer: Meld je voor deze masterclass aan via deze link.
Tot ziens op 16 april in Zwolle.

